设计变更
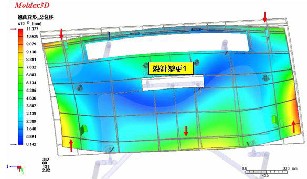
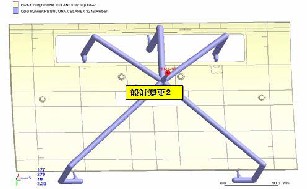
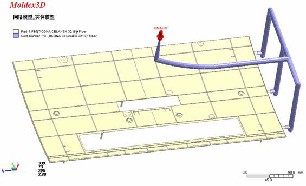
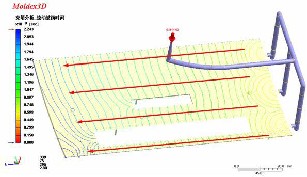
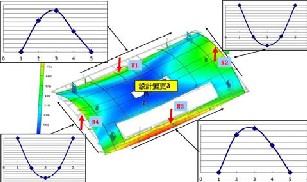
3.3 设计变更 2 因为减慢射出速度虽然可以改善产品,但产 品还是有扭曲比较严重的现象,如图 13 所示: 而且低速充填可能还会引起如结合线变明显等 外观问题,所以设计变更可以由修改流道配置来 改善本产品,如图 14 是更改后的流道系统,从 原来的六点进浇改为五点进浇,原因是我们从之 前的成型经验来看,产品流动变平衡了,它的温 度分布及体积收缩相对会变得均匀,从而有利于 产品变形的改善。从设计变更的流动分析结果来 看,在流场的平衡性的确是改善了很多,如图 15 所示,但从产品的变形量值结果来看,如图 16 所示,设计变更 2 的产品变形量值将更大。 3.4 设计变更 3 从设计变更 2 的结果来看,控制流动平衡后, 但因呈现数个流动方向的原因,相对导致 Fib 纤 维的配向效果同时存在多个方向,所以因纤维配 向造成的扭曲变形无法得到根本改变,从而进行 设计变更 3 的流道设计如图 17 所示,设计此流 道的目的是让流动都向同一方向进行,如图 18 所示,进而能达到减少纤维配向方向,从纤维配 向效应变形结果来看,如图 19 所示,产品的变 形量得到很大的改善,特别是虽然还有变形问题, 但已经基本解决了产品扭曲的问题,产品现有的 变形情况可以透过产品本身的卡勾结构,使产品 与别的零件产生良好的装配性,同时从之前可能 出现多个结合线的外观问题也得到了解决
图 13 3.2S 总变形示意图 变形量 11.3mm 图 14 流道系统配置示意图 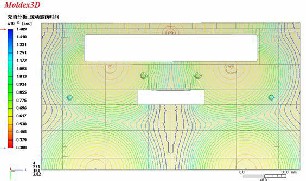 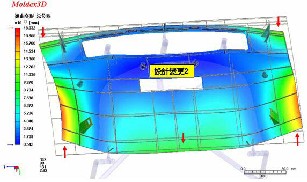 图 15 设变 2 流动等值线示意图 图 16 设变 2 总变形示意图 变形量 18mm
图 17 设变 3 流道系统配置示意图 图 18 设变 3 流动等值线示意图
图 19 总变形示意图 变形量:8mm |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org