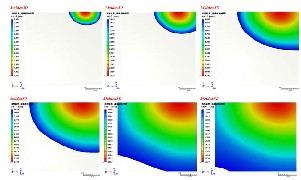
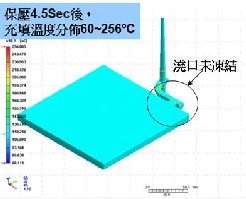
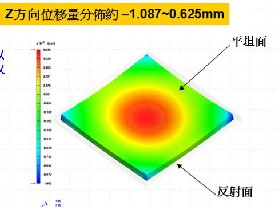
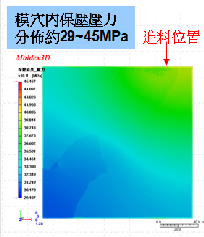
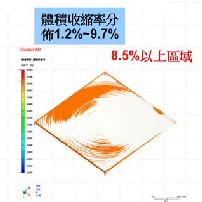
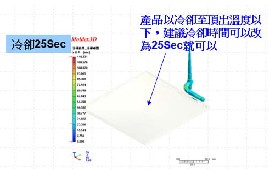
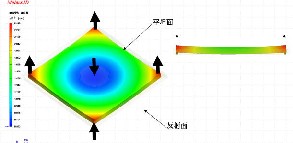
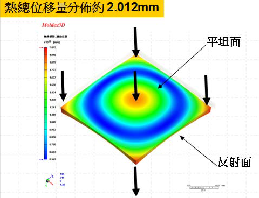
三、结果与讨论 在初步完成模具设计后,即将其配置进行模 流分析,以期了解其对产品成型后造成的影响, 本分析系针对充填、保压、冷却、翘曲变形等射 出成型过程及黏弹、光学等结果进行分析,充填 分析可藉由不同范围的流动波前图或是流动波 前动画,可看塑料在模穴中各时刻的充填情形, 预测缝合线及包封位置,且可判断是否会有短射 现象发生,提供排气孔位置安排等设计参考,保 压分析可显示充填结束瞬间各处的压力值,由流 道至充填末端渐减,最大压力值可提供射出机之 锁模力值。并判断压力分布是否均匀及显示压力 传递效果。评估模具中肉厚及温度对于压力分布 及损耗的影响。冷却分析则可预测在现阶段的设 计与加工设定下,冷却到可以脱模的时间,亦即 将塑件冷却至顶出温度所需的时间分布,并提供 冷却温度及时间等优化设定。翘曲变形分析为 显示塑件自充填/保压结束冷却至室温常压时的 体积收缩率值,提供成形条件其保压效果及翘曲 变形等之参考。充填之流动波前图如图 12 所示。 在进行初步的分析后,获得如下之分析结果: 1. 保压时间 4.5Sec 后,浇口部分尚未冻结,代 表可继续增加保压时间可以加强保压之效果, 如图 13 所示。 2. 保压压力分布如图 14 所示,可以看出产品末 端与浇口处压力不同,表示压力传递效果不 佳。 3. 从图 15 可看出,整体积收缩率较高为框架及 充填末端位置。 4. 冷却时间至 25Sec 时已可以将产品整体冷却 至顶出温度以下(如图 16 所示) ,建议将原始 冷却时间减少。 5. 产品在高度方向产生笑脸的翘曲趋势,量值在-1.087~0.625mm 之间。(如图 17 所示) 6. 由图 18~19 热总位移可以看出,冷却水路温 度设定差异,造成产品因冷却不均而导致的翘 曲问题。 7. 由图 20 总合光弹条纹结果可看出,产品在光 学性质上影响不大,这也是与材料 PMMA 之 光学性质相符,不易造成。 由模流分析之结果可看出目前的浇口浇道并不会产生短射情形,但在产品外围的微结构层 产生了翘曲变形的情况(如图 21 所示),但可藉 由加长保压时间来改善此缺陷,后续实际上线进 行射出成形时将会把此重点纳入考虑。而关于微 结构侧模仁制作部分,乃采用磷青铜进行表面超 精密加工后再行镀上化学镍层,以确保最高微结 构深度达 1.1mm 之加工性并同时兼具表面硬度, 以期模仁寿命可达最大化。但亦因此举于镀上化 学镍层后表面产生类疮疤(表面具坑洞或突起物) 及白雾(表面粗糙镀不佳产生的外观效果)等现 象(如图 22 所示),为此制程中最大之不良,除 影响后续成形品微结构侧的表面不良,亦直接影 响集光镜片之集光效果,并能提供后续开发者之 借镜。而若采用先镀上化学镍再进行超精密加工 之方式,受限于目前化学镍层最多厚度仅达 300 μm,而本案最大微结构深度已达 1100μm,故无 法适用此制程。为期产品内无缺陷产生以降低光 学性能,本制程系在无尘等级达 10000 之空间进 行试量产(如图 23 所示)。
图 12、充塡之流动波前图 图 13、保压阶段产品温度分布情形
图 14、保压压力分布图 图 15、体积收缩率分布图
图 16、冷却阶段之产品温度分布图 图 17、产品之翘曲趋势图
图 18、产品之总位移变形图 图 19、模具冷却效应造成之产品变形图 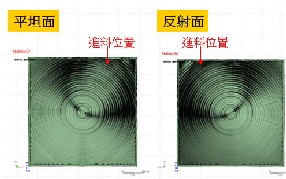 图 20、光弹条纹分布图图   21、产品含微结构翘曲变形趋势
图 22、模仁镀镍后产生白雾现象 图 23、试模情况 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org