四、结论
本案乃开发一 150*150mm 之太阳能集光镜 片,开发工作从模具设计及加工、模流分析、射 出成形等一系列之工作,其中微结构侧之模仁加 工占开发成功与否极重要之因素,但其亦与模仁 微结构的设计具关联性,当然微结构之外形乃是 以光学设计之结果所定调,在此环环相扣且又性 质相异的设计及制程中,任一道过程均会影响产 品的效能,但这亦是藉由开发过程中不断进行尝试及修改方能产出的成果。
而本案于模具设计时间即以模流分析软件 辅助设计,以期能提早预知射出成型可能会产生 之缺陷及不良并提早避免,本研究藉由模流分析 所获得之结论为:
1. 产品的反射面中间呈现向上翘曲,会直接影 响到反射之结果。而基本上产品的翘曲趋势 以及齿型的体积收缩问题,皆都与保压的效 果均不均匀、有效不有效有直接关系。
2. 经过模具温度调整后,翘曲的问题并没有完 全解决。
3. 流率降低后,对于光学性质及残留应力情形 可能有所改善,但对于几何造型上,并没有 特别效果。
4. 经过增加保压时间后,保压压力有效到达产 品末端,使体积收缩率差异缩小,因此可看 到产品反射面中间区域能得到较平坦的结 果。
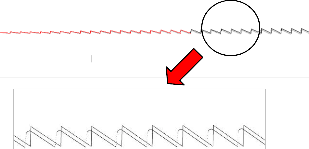
而由实际开发过程中发现,深达 1mm 的微结 构外形,将产生较明显的缩水现象,大大降低集 光效率,故建议以浅且等深度变动节距的微结构 设计,于射出成形后其聚光将会损失较少,且一 致的微结构外形亦较能减少产品的翘曲变形,减 少射出成形产品焦距变动的机率发生,而受限于 超精密加工之设备,采用先加工再行镀上化学镍 层之制程仍待商确(因产生白雾现象),后续尚须 不断检讨及测试较合适之微结构加工方式,并同 时进行光学分析以设计一较易加工制作之微沟 外形,以获得一较佳的光学及加工之平衡点。最 后所成型之产品如图 24 所示,实际之微结构量 测与设计值比对结果如图 25 所示,其翘曲变形 量已获得控制,较大之不良主要是转写率仍待改 善。
图 24、150*150mm 太阳能集光镜片射出成形品 实线为设计齿形、虚线为 Taylor Hobson 实际量测外形 图 25、表面微结构量测与设计值比对结果 五、参考文献
[1] “Fresnel lenses” Fresnel Technologies,Inc.2003. [2]张永彦,“塑料模具设计学”全华科技图书股份有限公司,2005。
[3]张荣语,射出成形模具设计-模具设计-,高立图书 有限公司,2004。
[4]金属工业发展中心,“塑料射出成形模具设计”金 属工业发展中心,1990。
[5]吴俊煌,“塑料射出成形模具设计”台湾复文兴业 股份有限公司,1995。
[6]日刊工业社编 陈介聪译,“精密射出成形模具设 计与制作技术”台湾复文兴业股份有限公司,1995。
[7]科盛科技股份有限公司,Moldex3D 模流 分析技术与应用,全华图书股份有限公司(2007)
论文下载: CMC2011-B12-150150mm太阳能聚光镜片模具及成形技术开发.pdf |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org