The Latest Practices and Applications of Hot Runner 徐正立、林宗圣 Jerry Hsu, Trang-Sheng Lin 映通股份有限公司 Amold Hot Runner System 中文摘要 因近几年国际原油价格的持续高涨,连带使塑料原料价格的涨价,及地球暖化使能源与环保议题日益受到重视,塑料射出成型品之质量要求提升,生产效率与成本之要求,使近几年来热浇道技术与应用发展迅速增加,鉴于原料节省与环保,使塑料产品将持续朝「轻、薄、短、小」的方向发展,多模穴成型技术的发展对于提升产能有极大帮助,则模具业者必须持续提升技术能力及依赖于热流道技术才可成形此类产品。也可以说,没有使用热流道技术的模具现在已经很难达到客户之质量要求,这也造成了对于热流道需求迅速增加,及模具厂对热流道技术意识上的转变 关键词: Hot Runner。 一、前言 热流道(Hot Runner)又称无流道(Runnerlessmold),是指在每次注射完毕后流道中的塑料不凝固,塑料产品脱模时就不必将流道中的冷却废料脱出。由于流道中的塑料没有凝固,所以在下一次注射的时候流道仍然畅通。 一般模具使用冷浇道系统时,因热的塑料碰到较冷之模具时使塑料温度降低与摩擦之损耗造成压力下降,以致进到模穴时塑料流动性已经变差造成充填及保压效果变差,而影响成品之形状、外观、尺寸精度及物理性。 若在模具采用热浇道技术,因热浇道温度与射出机射嘴温度相等,可避免了塑料在浇道内的表面冷凝现象,使注射压力损耗小。 而流道废料重复使用会使塑料性能降解,使用热流道系统时没有流道废料,可减少原材料的损耗,从而降低产品成本。在型腔中温度及压力均匀,塑件应力小,密度均匀,在较小的注射压力下,较短的成型时间内,注塑出比一般的注塑系统更好的产品。对于透明件、薄件、大型塑件或高要求塑件更能显示其优势,而且能用较小机型生产出较大产品 二、热流道模具技术之使用近况 热流道的技术在1940 年在美国被申请了专利,但在起始阶段人们对它的使用不熟悉使发展缓慢,直到1973 年爆发了石油危机,原材料价格不断上涨,在各种经济因素促使了热流道迅速发展。当时热流道系统需求的上升,却也带来了负面影响。因那时热流道技术还不完美,温度控制的灵敏性差,加热时没有自动的调节控制,使热流道喷嘴很容易被堵塞,不适应塑料的流动性能。这些原因导致使用需求下降‧而出现了热流道的技术发展停滞阶段,近20 年来因有热流道的开发资金增加使技术越趋纯熟,使热流道市场的规模加大。从总体上讲欧洲与美国使用热流道技术时间较久使用量最多,但在亚洲近年使用之幅度有快速增加趋势(图1)。欧洲、美国虽然模具制造水平较高,但价格较高交货期较长。相比之下,亚洲的热流道模具制造商在价格与交货期上更具竞争性高。 以TV 模具多数使用三板模为例,在2005 年时热流道使用数量还少于冷流道,但在2006 年时热流道使用数量却多于冷流道40%左右。同样以TV 模具热浇道占模具成本比例分析,在2000 年时热流道成本比例为模具成本之10%,但在2006 年热流道成本比例30%,其原因是当油价持续高涨时,塑料原料价格亦随之上涨,而使热流道使用需求快速增加。如图2
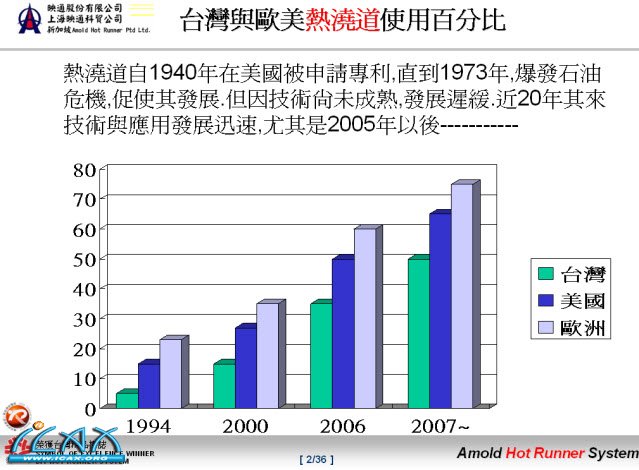
图1、台湾与欧美热浇道使用百分比
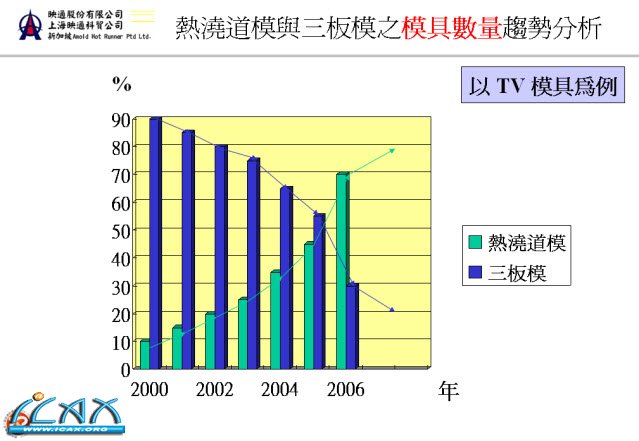
图2、热浇道模与三板模之模具数量趋势分析 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org