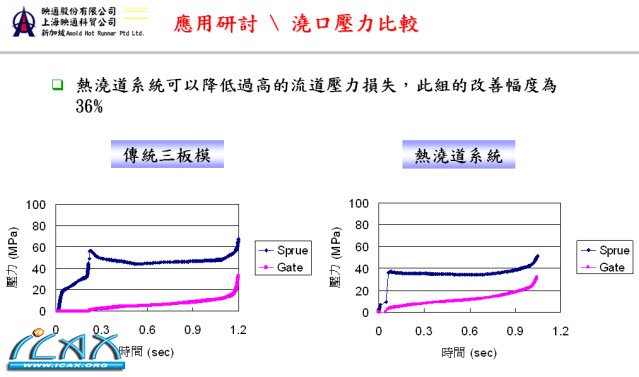
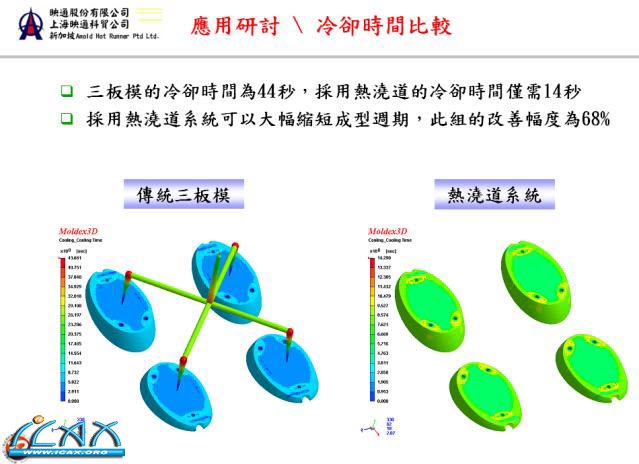
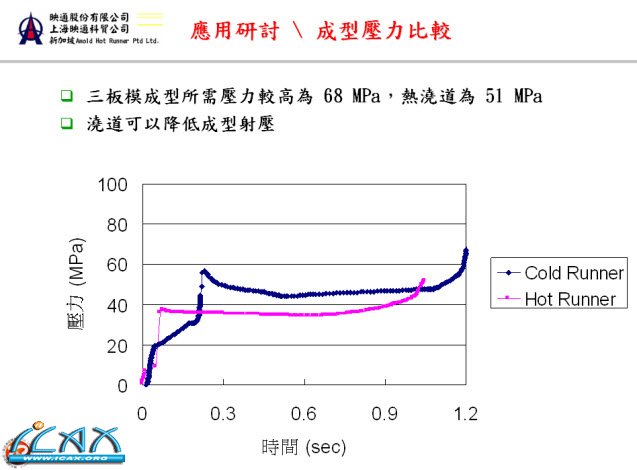
三、热浇道与三板模 使用比较我们依据实际之计算机鼠标底座为例分析,在热流道模具中因没有冷浇道,所以无废料产生。因此如果是生产塑料价格贵的模具时意义尤其重大。三板模生产时其开模过程中需使用流道板将冷浇道拨出,因此开模行程须比热流道模具多此程序,另外还需等待浇道固化才可开模,而增加了浇道冷却时间,而浇道冷却时间又占去总生产循环的70%以上。如图3本实验使用ABS 塑料并采用Moldex 模流分析,在各节点设温度及压力之感应sensor,可发现流道内部的温度差异以三板模较高48 度,而在热浇道只有20 度,可推断此组热浇道系统可以降低过高的温度差异达58%。如图4 图5在冷浇道系统时,因热的塑料碰到较冷之模具时使塑料温度降低与摩擦之损耗造成压力下降,使spure 与gate 在充填之1.2 秒时间压力下降达到30MPA,而热浇道系统比冷浇道降低的流道压力损失的改善幅度为36% 。如图6在保压过程中,三板模的浇口压力在保压阶段的下降幅度很快,但是热浇道系统的浇口压力仍维持在40MPa。热浇道在塑件保压阶段可以提供较多的流量进入模腔对成品收缩补偿的效用远高于三板模。如图7所需之冷却时间在三板模的为44 秒,采用热浇道的冷却时间仅需14 秒,采用热浇道系统可以大幅缩短成型周期,此组的改善幅度为68%。如图8三板模成型因压力降较大,故射出压力需提高至68 MPa,而热浇道射压可以降低为 51MPa 。如图9
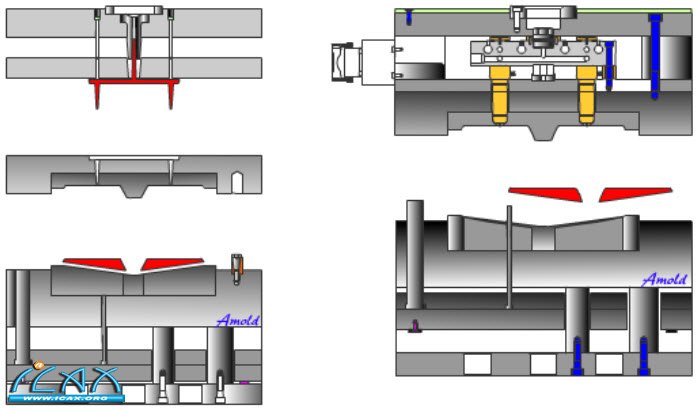
图3、热浇道模与三板模的生产效率比较
图4、鼠标模具各节点设温度及压力之感应sensor
图5、冷热流道内部的温度差异
图6、冷热流道浇口压力比较
图7、冷热流道保压效率比较
图8、冷却时间比较
图9、成型压力比较 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org