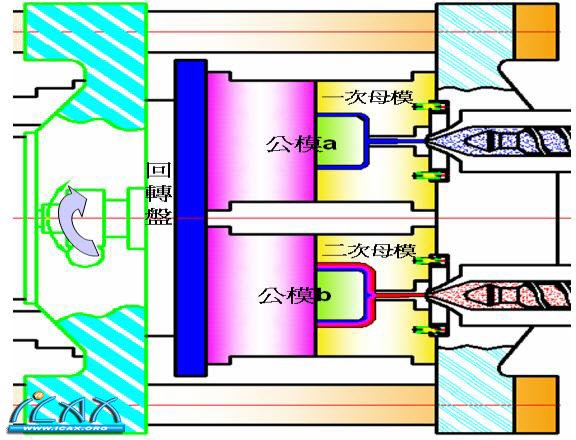
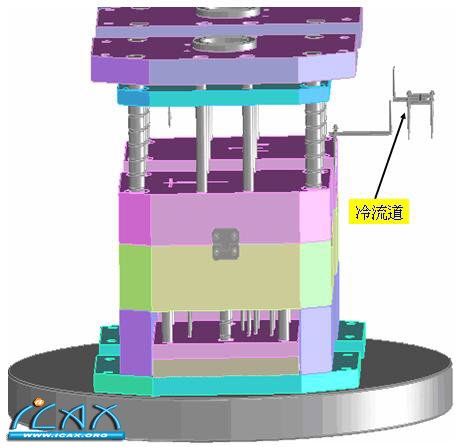
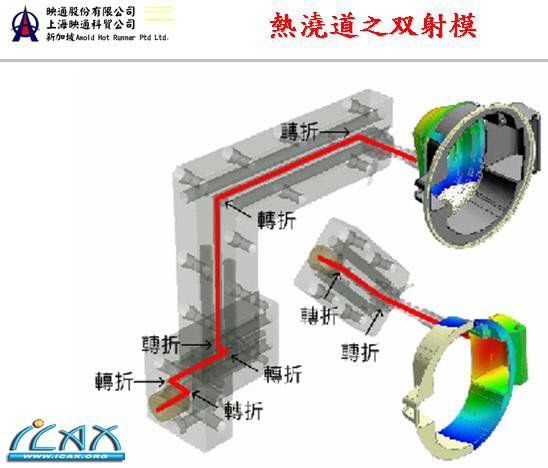
四、热浇道用在双料射出技术 近年来,塑料制品业者在严峻的经营环境下,纷纷朝向高附加价值产品及特殊双色制品发展,运用多色注射技术可生产不同颜色的与不同塑料材料的组合,而使产品具多样化与多变性。 双色技术愈来愈受重视,不只需要机构设计技术,还必须与其他技术结合,因为此类模具流道复杂,传统流道设计不易,热浇道流道设计灵活这一优点正好克服这一难题目前比较常见的双色、双料射出的方法,是使用型芯旋转式双色注射模,这种模具通过两只型芯的旋转交换位置,在射出机具有两种单独的塑化单元和顶出装置,而有一个共享的锁模装置,须有公母模各二,其作动原理参考图10,其中公模a与b形状大小完全相同,而型腔b比型腔a为大形状不同,首次射出在模具a中成型,经过充填保压、冷却定型,完成后开模,半成品留在模上,料头自动脱落,再利用机台可动侧回转盘装置,将模具a与b之可动侧绕中心线作180 度旋转,进行第二阶段射出,完成第二种塑料的注射成型,然后完成脱模。如图10因第一射成型件在成型后,需开模取出第一射之流道废料并使公模旋转180°后不影响与第二模穴之配合,因此在第一射成型之母模如果使用一般冷浇道设计时,大多使用三板模设计加机械手取出流道废料,但因此而增加模具机构之复杂度,且影响开模之行程时间。另由于各浇口的流动路径不等长,因此各浇口域区的压力分布有较大的差异。如图11 如在第一射母模改用热流道,则可避免此困扰,因使流道设计变的更有弹性。在第二射母模也改用热流道时,除可使充填优化外并让浇口域区压力分布均匀,使成型品失翘曲量减少,并缩短制程时间。如图12
图10、双射机转盘机构
图11 冷浇道双射模
图12、热流道双射模 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org