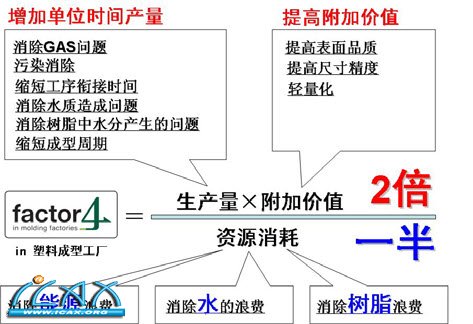
四、松井制作所的factor4 实践 factor 4 有助于同时解决「资源短缺・枯竭」与「世界贫困」这2 个最根本的也最重要的环境问题。松井制作所对此主张深表赞同,并提倡以「factor 4」作为塑料成型工厂实现绿色成型的愿景目标,简明表达为「(生产量×附加价值)提升至2 倍」÷「资源消耗降低至1/2」的定义公式。以此定义公式作为依据,可以从‘缩短成型周期’、‘缩短工序衔接时间’、‘提高塑件品质’、‘消除原料浪费’、‘消除电能浪费’、‘消除水资源浪费’等多个方向,探索实现绿色成型生产的技术及设备的解决方案。(图5)为实现「factor 4」所探索的这些解决方案,也可以从下面三个视角来展开: (1)减少生产产品时使用的资源也就是生产过程的节能・省资源化 (2)减少使用产品时使用的资源也就是各种机器的节能・省资源化 (3)改变产品使用方法,减少资源消耗比如,开展reduce/reuse/recycle 的3R 活动,即「尽量不使用物品,将使用限度用至极限,将其再次资源化后以不同形式使用」来节约资源。在实践的具体步骤方面,松井制作所以开发提高资源生产性的机器为开端,并在对工厂实施现状诊断的基础上,提出杜绝资源浪费和提高生产效率的针对性解决方案,最终帮助塑料成型工厂逐步实现真正的绿色成型生产。
图5、塑料成型工厂factor4 的定义公式 今年10 月底举行的IPF2011 日本橡塑展上,松井制作所的展位没有单纯地展示产品,而是以「factor 4」为主轴,针对塑料成型工厂面临的1 个课题,相应提供了50 个解决方案。所有展示的解决方案也被登载在公司网页上。(图6)也就是说,松井制作所的工作,不仅仅是提供干燥机、模温机等成型生产设备,而是把帮助塑料成型工厂提高资源生产性、实现「factor 4」的绿色成型目标作为了企业的使命。 下文例举2 种解决方案加以说明。 解决方案1)增加单位时间生产量的解决方案为了增加单位时间内塑料件的生产量,能够想到以下对策: ・缩短成型周期 ・缩短更换准备时间 ・减少不良率 这里介绍的是缩短成形周期的解决方案。 利用[金属粉末镭射造型复合加工技术]制作模具零件,可以在模具零件内部,依据CAE 软件的分析结果来合理地构筑三维形状的异型冷却水路和排气通道。这样,就可以极为有效地缩短模具冷却时间,排除模内困气,达到提高单位时间生产量、改善塑件品质的目的。
图6、IPF2011 松井制作所展示内容 所谓[金属粉末镭射造型复合加工技术],是将平均粒度20μ 左右的金属粉末以50μ 的厚度铺满后,使用镭射进行选择性照射,仅将需要的部分熔化后结合。以高度为方向数层堆积后,进行高速切削。金属粉末层的熔化结合与反复高速切削达到三维自由形状的造形。最终产出的模具部件即使形状复杂,也能为一体式构造且能保证切削精度,并且其内部能自由设置三维形状的异型水路与去除瓦斯用的多孔层。尺寸精度可达到±0.005mm,热处理后的材质硬度可达到Hrc50。此项新技术所具有的高度柔性和足够的加工精度,尤其适合于精密注塑模具的加工制造。 图7 是此项新技术的最新应用案例。(图7)这是电动工具外壳的模仁,按照传统加工手法,需要分割成20 个组件,制造100 种电极(分成粗加工100 个,精加工100 个),工期大致需要35天-40 天。可是,利用复合加工技术,不需要分割,也不需要电极,就可以一步到位地把模仁加工成形,工期可以缩短到15 天甚至10 天。而且,模仁内部还均布了横截面为圆形的异型冷却水路,对比传统的喷水式冷却水路,模具冷却时间可以缩短30%。
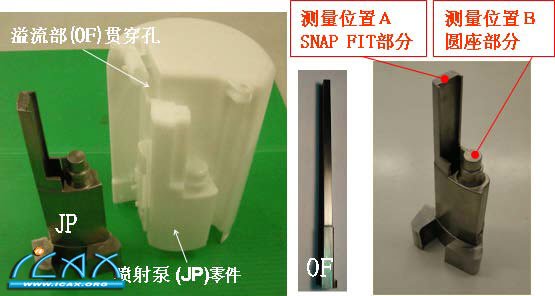
图7、镭射造型复合加工技术的最新应用 图8 所示汽车辅助油箱的喷射泵(JP)零件和溢流部(OF)零件,也是用金属粉末镭射造型复合加工技术制成的。由于在用传统方法难于冷却的狭窄零件内部设置了异型水路,使得整个模具的冷却时间从原来的25 秒缩短到10 秒。(图8)解决方案 2)消除水资源浪费的解决方案大多数塑料成型工厂,都会使用水来对模具或其它机器进行冷却。冷却水在工厂内循环,从工厂内各处吸收热量。所吸收的热量,需要通过某些形式向工厂外释放。
图8、汽车辅助油箱的冷却改善事例 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org