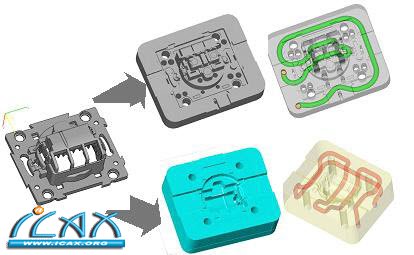
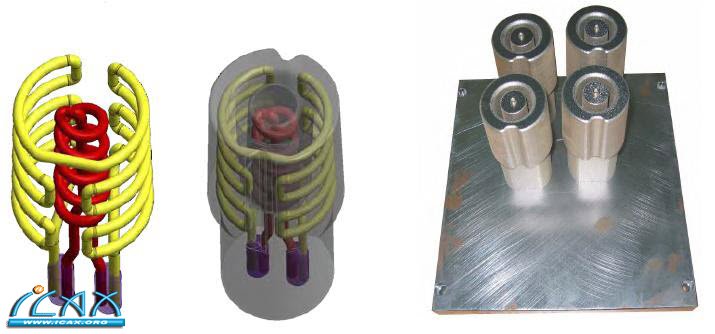
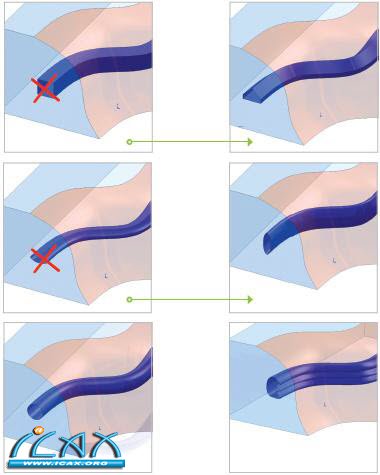
五、异型冷却水路(Conformal CoolingChannel) DMLS 最大的应用之一是可设计”异型冷却水路(Conformal Cooling Channel)”,达到最佳冷却效果,提升射出效率。由于传统的CNC 加工有许多先天上的限制,使得异型冷却水路无法顺利完成,导致射出成型过程中冷却效果不彰,成品发生翘曲(warpage0、短射(short shot)、烧焦(burn mark)、融合线(weldline)、飞边(flash)、散热不均(sink mark)等现象[2]! 图13 所示的异型冷却水路方法步骤图,工程师可选择在公模侧或母模侧(或两侧)进行水路设计!一般而言,在公模侧进行异型冷却水路设计,可以改善上述的射出缺点!母模侧保留简单的冷却水路设计,以达到最佳的ID 表面! 德国LBC 公司目前使用DMLS 技术完全发挥异型冷却水路的最佳效益!图14 为公母模(core & cavity)同时采用异型冷却水路的方式,随后采用DMLS 技术直接烧结4 套模具。此一作法大幅缩短从开模、备模、修模的时间。 由于产品几何造型之限制,为了达到最佳冷却效果,必需进行椭圆(ellipse)冷却水路设计,采用1.3mm*1.8mm 椭圆断面(等于1.3mm 直径),两个冷却闭回路设计(closedloop),分别是1*4 次及1*5 次冷却回路,冷却水压是6 bar,总长达到12.m,冷却媒介是水!如图15 所示。
图13. 异型冷却水路方法步骤
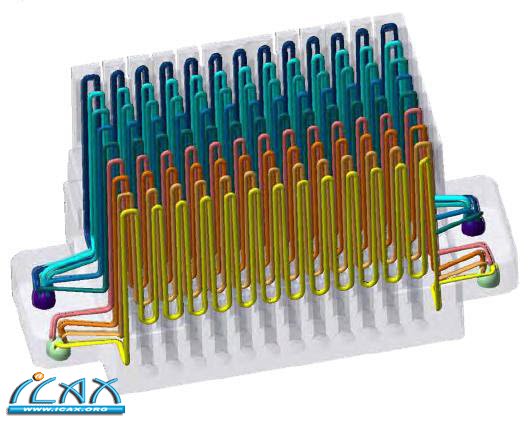
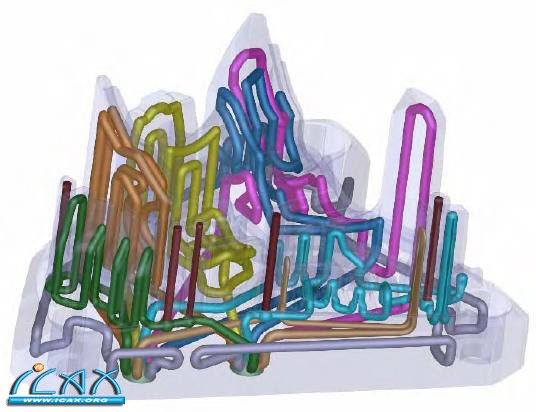
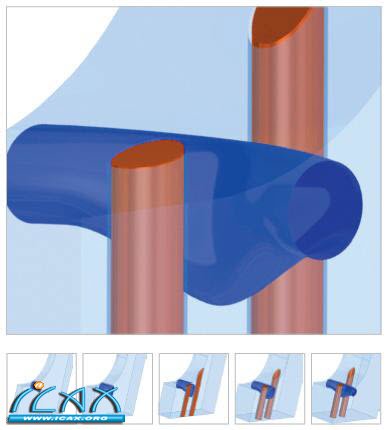
异型冷却水路设计的经典范例如图16所示!共有8 个直径0.3mm 的冷却水路,总长达10m 的冷却水路设计,同时确保各段的流通水压都相同,以达到最佳冷却效果!DMLS 突破了制造上的瓶颈,使各种断面形式的冷却水路得以实验!图17 所示是各种几何断面形状的冷却水路设计!以往CNC加工只能制作圆形或对称形状的水路,使用DMLS 后,水路设计几乎毫无限制!换言之,应用特殊几何断面的冷却水路,因为雷诺数增加(higher Reynolds number),使得冷却水路产生紊流(turbulence),达到更佳的冷却效益!更为有趣的例子,如图18 所示。如果模具中的两顶针(ejector)之间的空间非常窄,模仁厚度又无法增加的情形下,藉由DMLS 的加工方式达到改变冷却水路断面的设计。当改变这种断面形状时,需维持一定的断面面积, 以避免流动阻力产生(flowbraking effects) [3]
图16. 异型冷却水路设计的经典范例
|