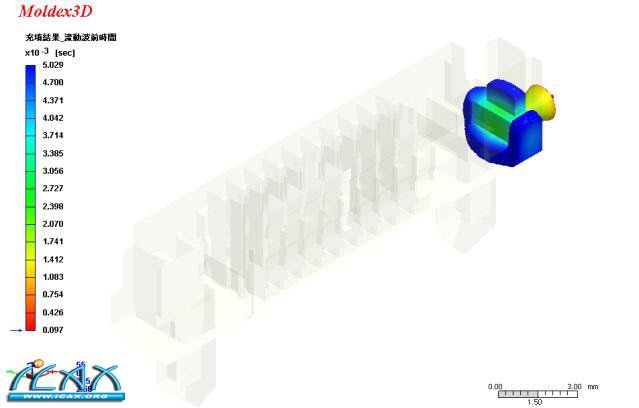
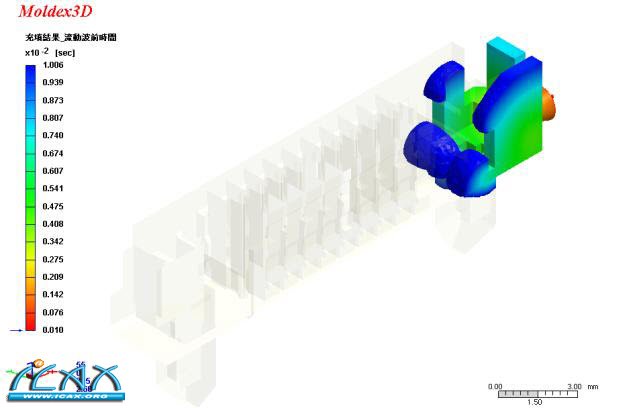
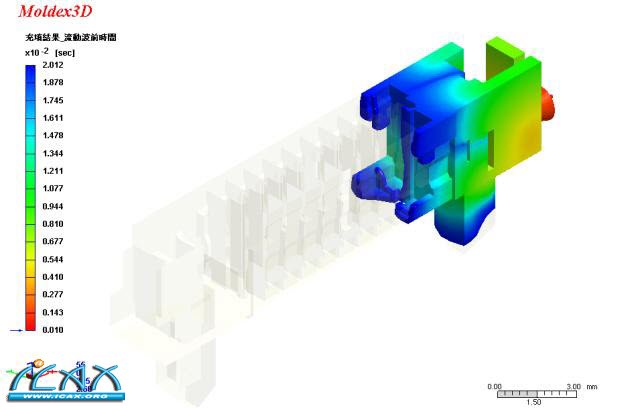
三、分析结果与讨论 使用Moldex3D整合真实三维数值仿真技术与黏弹性模型分析电子连接器之残留应力。图七至图十二为充填阶段之流动波前时间10%至90%,可从充填40%观察塑料四个角开始充填端子区域;当充填至60%时,因底侧左边为较厚区域,厚度约为0.5mm,而底侧右边则为较薄区域,厚度约为0.2mm,如图十三所示,导致塑料流动时,底侧左边区域塑料流动速度大于右边区域,形成赛马场;同时纤维排列方式受到塑料流动行为影响,由图十四速度向量分布情形可以观察塑料流动的方向性,因而在纤维配向中可以发现90度转弯处的纤维排列方向,如图十五所示,对于端子区域的强度可能有所影响。图十六与图十七为充填结果温度及压力分布,可以发现主要流动区域温度比端子区温度较高,因两区域温度差值大约50℃左右,导致体积收缩不均匀,因而可能有热残留应力产生,但因连接器属于高速射出成型,冷却速率较快,流动残留应力影响比较高,亦为本篇论文主要的探讨项目;充填结果剪切应力主要流动区域与端子区域最大最小差值为2MPa,如图十八所示,而在充填结果剪切率分布如图十九所示,主要流动方向有较高的剪切率发生,延续至保压结果分析观察剪切应力及VonMises 应力(即为残留应力)可以发现在端子区域90 度转弯处有较高之残留应力产生,如图二十与图二十一所示。因此,各项分析结果都可能是造成电子连接器断裂问题的主因之一。
图六 成型条件
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org