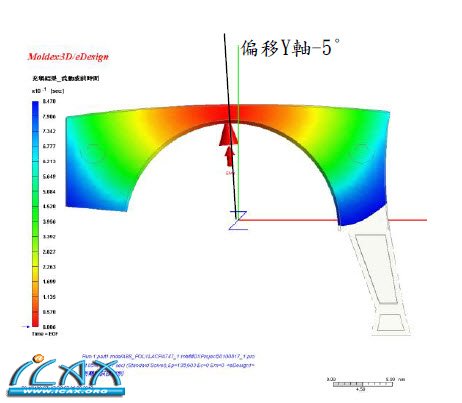
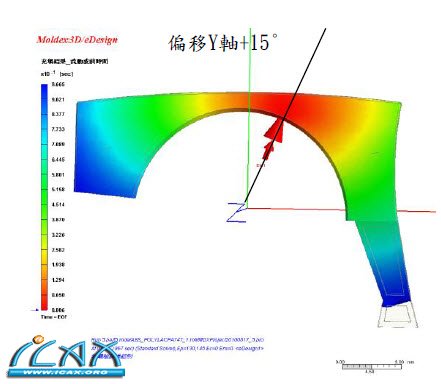
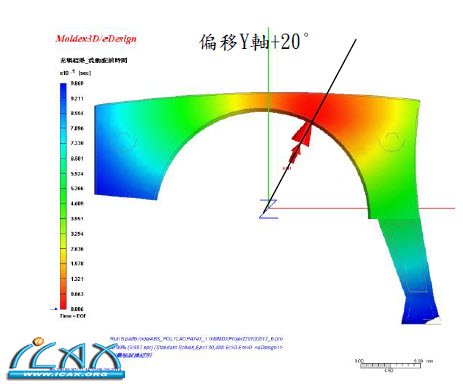
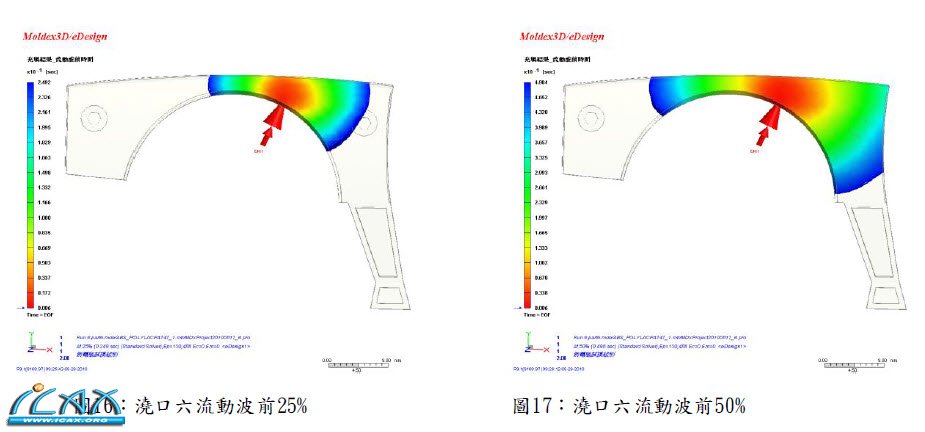
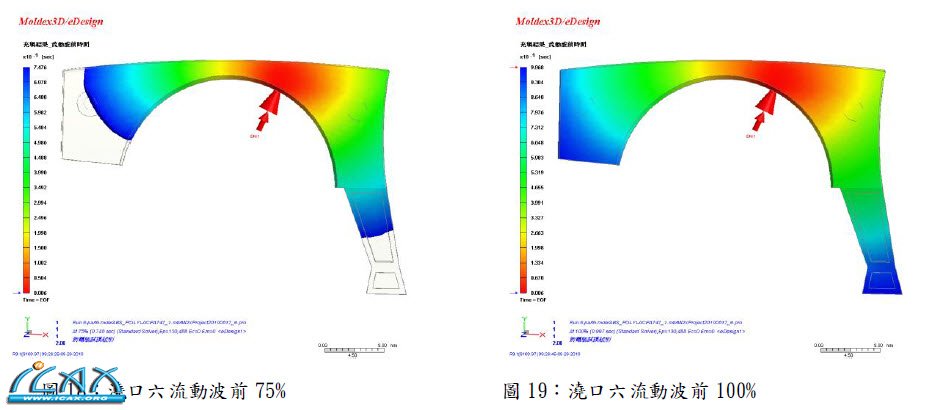
三、实验步骤 一、进浇口选择 本实验模型采用单点进浇型式,故分析时主要注重于进浇点在充填过程中对于产品的流动平衡指 数,流动平衡指数愈高代表充填结束时产品即整个充饱,这样能有效的使保压作用时是使整个产品都 在进行保压动作,若流动平衡较差会形成一侧已充满而另一侧还没充满,造成未充满部份保压效果的 差异,进而导致整体产品的变形量变化。 因此在进浇口的选择方面以产品中心为基准,偏差角度5°向左右偏移,取六个不同的进浇点做为 选择依据,经充填流动分析后观察流动波前结果,可以发现不同角度的进浇点所产生的流动是不相同 的,各进浇点的流动平衡指数如图10~15 所示,再此六种位置的进浇口中以浇口六的流动平衡指数 99%为最高,因此进浇口的选择方面即以浇口六做为进浇点位置,其充填流动波前如图16~19 所示。 流动平衡指数为充填阶段观察流动波前塑料流动的情形,当产品有一边塑料充填完成而另一边还未完 成充填则为流动不平衡,本篇文章之流动平衡指数取自当产品某一边塑料充填完成后其流动波前的时 间做为流动平衡的数据。
图10:浇口一流动平衡85%
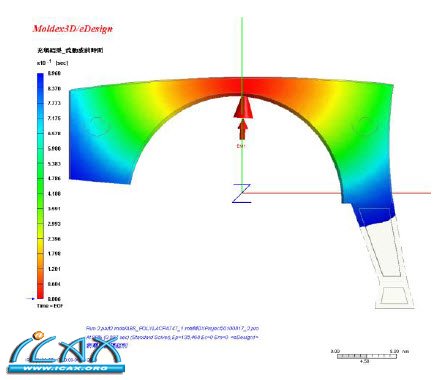
图11:浇口二流动平衡90%
图12:浇口三流动平衡92%
图13:浇口四流动平衡95%
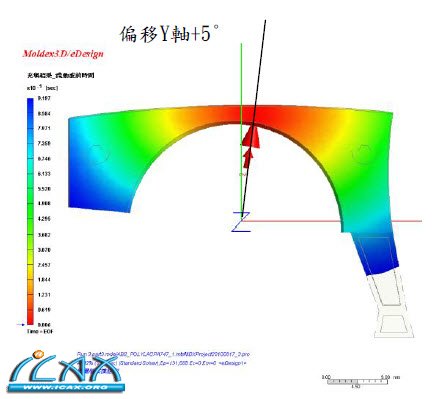
图14:浇口五流动平衡97%
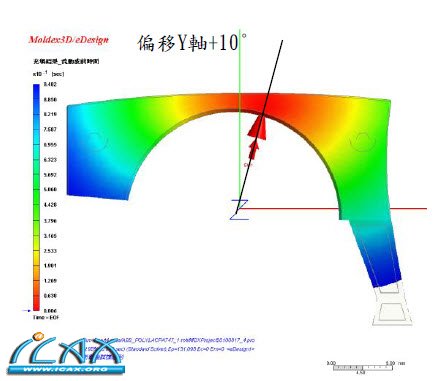
图15:浇口六流动平衡99%
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org