二、田口质量实验设计 使用CAE 计算机试模进行充填、保压、翘曲求得一组适当之制程参数,以默认值为第一次计算机试 模分析后观察分析结果,在进行参数的修正来取得较合适的参数。本研究在此处使用田口质量实验设 计方法来求得最佳之制程参数。 因主要探讨之质量特性为产品的翘曲变形量,故希望翘曲变形量愈小愈好,所以采用田口实验法 中之望小特性(Smaller-the-Better)为设计准则,望小特性为使特性值愈小愈好的质量特性,其计算之公 式如下:
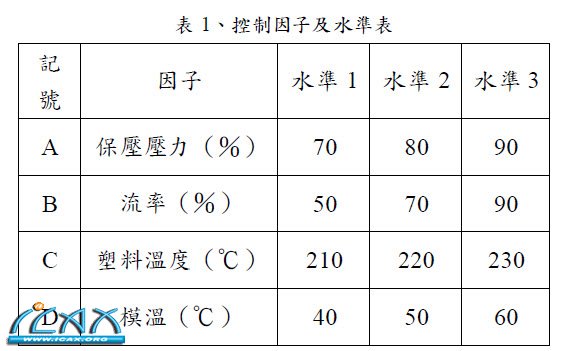
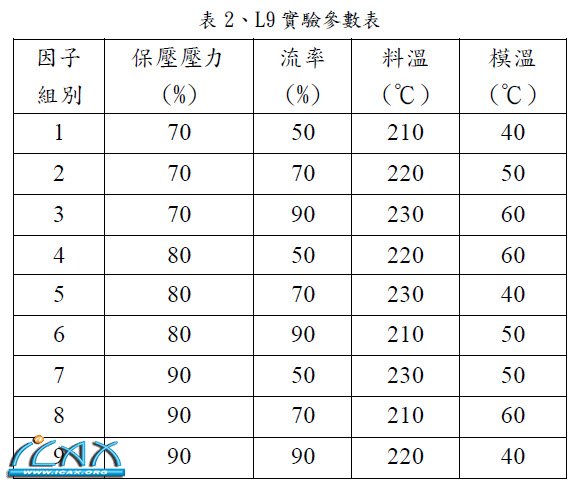
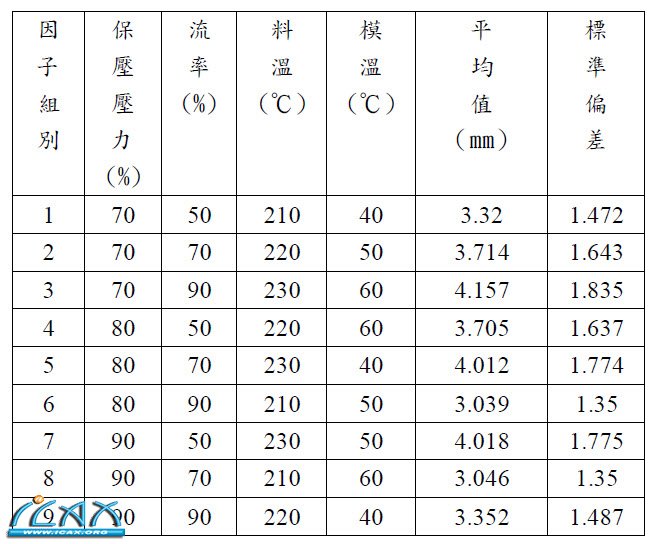
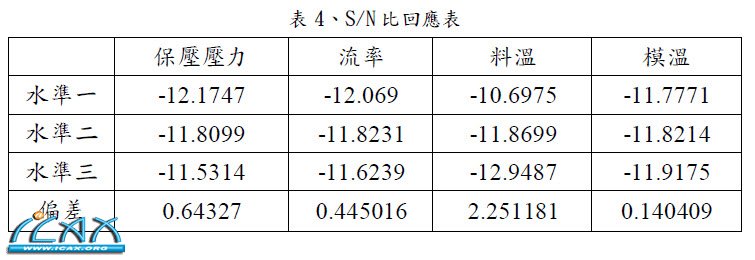
使用田口质量实验设计方法中之L9 直交表进行实验规划。选择A.保压压力、B.流率、C.料温、 D.模温四项为此实验之控制因子,且皆为三水平设计,水平及控制因子表如表1 所示。原始设计参数 为保压压力80%、流率70%、料温220℃、模温50℃,将此四个控制因子代入至L9 直交表中即可得 到9 组实验参数,L9 实验参数表如表2 所示。将L9 直交表之各组实验数据分析完成后,从翘曲分析结果将各实验组别之总位移变形平均值和标准偏差值纪录下来,如表3 所示。再利用田口质量特性之 望小特性计算出各实验组别之总位移翘曲变形量的噪声比(S/N),将计算出来之噪声比(S/N)制作成S/N 比回应表,如表4 所示。 因噪声比(S/N)其特性为值愈大是愈好的,故能够从S/N 比响应表中得到一组最佳的制程参数,此 最佳组别并不在L9 直交表的参数中,故需将此最佳参数组别进行验证实验以确认是否符合所要求之 特性,若不符合则必须重新调配因子水平表。
表1、控制因子及水平表
表2、L9 实验参数表
表3、各实验参数组翘曲变形量分析结果
表4、S/N 比回应表 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org