14.2.3 冷热不均引起变形
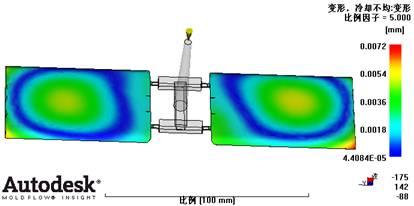
14.2.3 冷热不均引起变形 冷却不均引起的总的变形的结果如图14.30所示。从冷却不均引起的总的变形的结果图中显示了变形量在模具型腔内的分布,总体翘曲量最大值为0.0072mm,发生在制品边缘。说明由于冷却不均引起的变形量很小,可以说冷却效果可以接受。
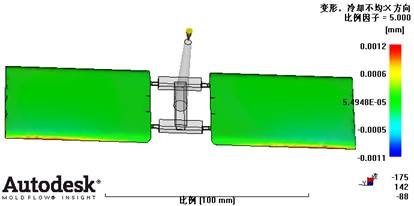
图14.30 冷却不均引起的总的变形结果 冷却不均引起的X方向的变形的结果如图14.31所示。冷却不均引起的X方向的变形的结果图显示了变形量在模具型腔内的分布,X方向的翘曲量最大值为0.0012mm,发生在制品边缘一端。
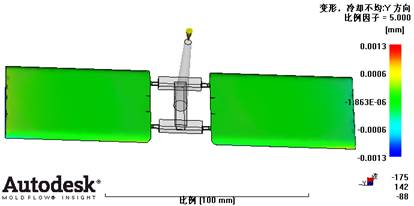
图14.31 冷却不均引起的X方向的变形结果 冷却不均引起的Y方向的变形结果如图14.32所示。冷却不均引起的Y方向的变形结果图显示了变形量在模具型腔内的分布情况。Y方向的翘曲量最大值为0.0013mm,发生在制品的边缘。
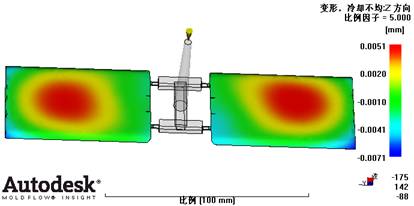
图14.32 冷却不均引起的Y方向的变形结果 冷却不均引起的Z方向的变形结果如图14.33所示。冷却不均引起的Z方向的变形结果图显示了变形量在模具型腔内的分布情况,Z方向的翘曲量最大值为0.0051mm,发生在制品中部。
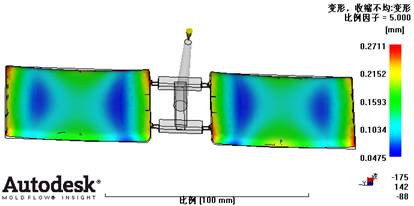
图14.33 冷却不均引起的Z方向的变形结果 14.2.4 收缩不均引起变形 收缩不均引起的总的变形的结果如图14.34所示。从收缩不均引起的总的变形的结果图中显示了变形量在模具型腔内的分布,总体翘曲量最大值为0.2711mm,发生在制品的浇口和充填的未端。
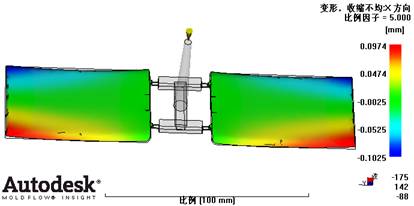
图14.34 收缩不均引起的总的变形结果 收缩不均引起的X方向的变形的结果如图14.35所示。收缩不均引起的X方向的变形的结果图显示了变形量在模具型腔内的分布,X方向的翘曲量最大值为0.0974mm,发生在制品充填的未端。
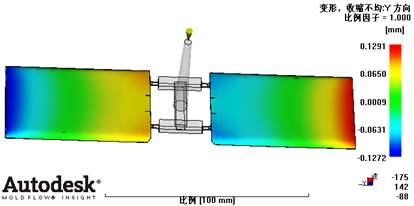
图14.35 收缩不均引起的X方向的变形结果 收缩不均引起的Y方向的变形结果如图14.36所示。收缩不均引起的Y方向的变形结果图显示了变形量在模具型腔内的分布情况。Y方向的翘曲量最大值为0.1291mm,发生在制品的两端。
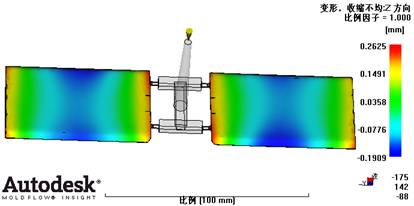
图14.36 收缩不均引起的Y方向的变形结果 收缩不均引起的Z方向的变形结果如图14.37所示。收缩不均引起的Z方向的变形结果图显示了变形量在模具型腔内的分布情况,Z方向的翘曲量最大值为0.2625mm,发生在制品两端和中部。
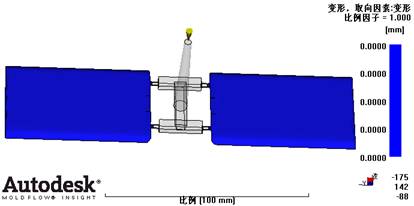
图14.37 收缩不均引起的Z方向的变形结果 14.2.5 取向和角效果引起变形 取向引起的总的变形的结果如图14.38所示。从取向引起的总的变形的结果图中显示了变形量在模具型腔内的分布,总体翘曲量最大值为0 mm,说明取向没有引起制品的翘曲变形。
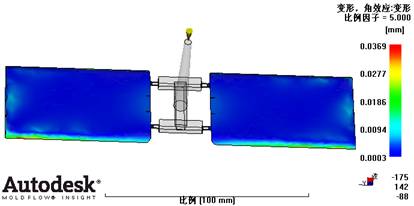
图14.38 取向引起的总的变形结果 角效应引起的总的变形的结果如图14.39所示。从角效应引起的总的变形的结果图中显示了变形量在模具型腔内的分布,总体翘曲量最大值为0.0369mm,发生在制品的边缘。
图14.39 角效应引起的总的变形结果 14.3 本章小结 本章介绍了翘曲分析序列的设置、翘曲分析的工艺参数的设置和翘曲分析的结果。复习了充填分析和保压分析工艺参数的设置。本章的重点和难点是查看翘曲分析的结果,希望读者在实践中不断地总结。下一章将要讲AMI分析报告的制作。 |