创建深孔钻操作2
第二步:设置循环类型。要定义钻孔深度、循环进给率和步进距离等参数,如流程图8-22所示.。 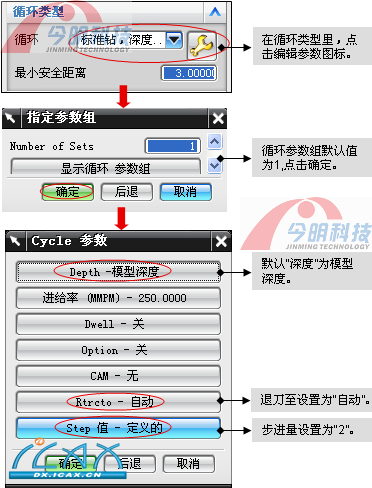 图8-22 设置循环参数类型 在【标准钻,深度…】循环类型里跟前面所介绍的【标准钻】循环类型有些不同,在【标准钻,深度…】循环类型,需要设置“步进量”(Step值)。在【Cycle参数】对话框里,选择【Step值-未定义】参数选项将弹出如图8-23所示的步进量对话框,它允许用户设置啄式循环钻孔时每次钻孔的深度值,可输入1~7个非零的步进量。若后续的步进量设置为0,则系统默认为前一个步进量的值。  图8-23 步进量对话框 第三步:进给率和速度。主要是用来定义刀具切削时,主轴的转速设置为1000;切削速度设置为200。 第四步:生成刀轨。在〖操作〗选项卡里,点击生成图标 ,待系统计算完成,点击【确定】按钮将完成此操作。最终生成的刀轨如图8-24所示。 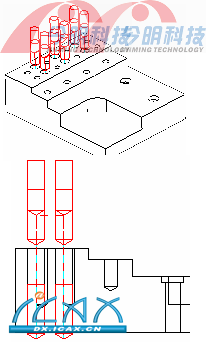 图8-24 【啄钻】操作的刀轨图 〖小结〗:本节重点介绍钻孔加工的操作方法。 〖本章结束〗 |


