循环类型
在点位加工操作的对话框中,如图8-11所示,系统提供了14种循环类型,允许用户选择合适的循环类型应用于各种类型的孔加工。在章节里,主要介绍【标准钻】与【标准钻,深度】两种类型,其他都是相似的,在此章中就不再详细。
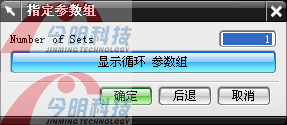
⑴. 标准钻(G81):此循环类型将在每个点位激活一个标准钻循环,产生的刀轨将一次性将孔加工到指定的深度位置,故该循环类型不适宜于深孔加工。当指定【标准钻】循环类型,需要定义点位的深度、循环进给率和停留时间等参数时。点击【编辑参数】图标 ,将会弹出【指定参数组】对话框,如图8-12所示。
指定参数组允许用户设置1~5个参数组(最多可以定义5组,至少定义需要定义1组),每个参数组具有相同类型的循环参数,包括深度、进给率和步进量等参数,每一组的循环参数组可以定义不同的参数。 当指定循环参数组为1时,点击【确定】按钮,将弹出【Cycle参数】对话框,如图8-13所示。在【Cycle参数】对话框是,包括有Depth(深度)、进给率、Dwell(停留时间)、Option(选项)、Cam和Rtrcto(退刀到)等几个参数选项。  图8-13 【Cycle参数】对话框 在【Cycle参数】对话框中,选择【Depth-模型深度】将弹出如图8-14所示的【Cycle深度】对话框,它允许用户确定钻孔尝试的方法,表8-2是各选项的说明。 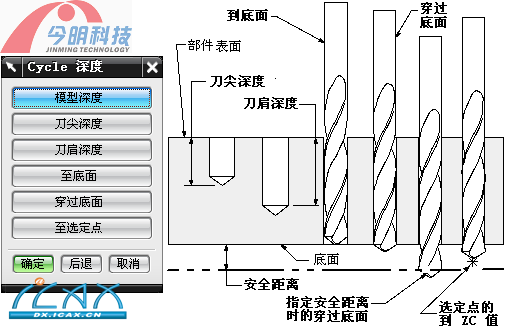 图8-14 Cycle深度对话框及各项的说明图 表8-2 Cycle深度的各选项说明 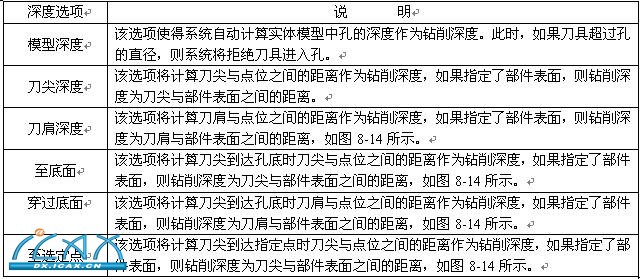 本章节案例操作中,设定【Cycle深度】为“刀尖深度”并设置【深度】值为2,点击【确定】并完成深度参数的设置。 ⑵.进给率 在【Cycle参数】对话框中,选择【进给率(MMPM)-250.000】参数选项将弹出如图8-15所示的【Cycle进给率】对话框,它允许用户设置循环钻削时的进给率和单位。若用户同时在【进给和速度】对话框中设置了〖剪切〗进给时,则系统将优先使用循环参数组中设置的进给率。
⑶.停留时间(Dwell) 在【Cycle参数】对话框中,选择【Dwell-关】参数选项将弹出如图8-16所示的【Cycle Dwell】对话框,它允许用户设置当到达指定深度时刀具的停留时间,使得刀具空转,保证孔表面质量,表8-3是各选项的说明。  图8-16 【Cycle Dwell】对话框 表8-3 停留时间的选项说明
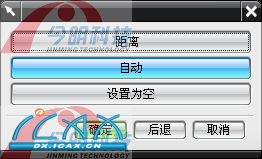
【Option】选项将用于激活机床的专有特性,它的功能将依赖于后处理器,单击该选项时将在“关”与“开”之间切换。如果该选项为“开”,系统将在循环语句中输出“Option”单词。一般地,编写刀轨时无须设置该项参数。 ⑸.CAM 【CAM】选项允许用户为那些没有可编程Z轴的机床预先设置一个刀具停止的位置,不能输入负值,否则系统将会发出警告。一般无须设置该项参数。 ⑹.退刀到(Rtrcto) 在【Cycle参数】对话框中,选项【Rtrcto-无】参数选项将弹出如图8-17所示的退刀选项对话框,它允许用户设置一个退刀距离,表8-4是各选项的说明。这个距离是从点位置或部件表面(如果指定了部件表面)沿刀轴方向起始计算的,通常设置一个大于0的值。在默认情况下,刀具将退刀到【最小安全距离】高度处,由于最小安全距离太低,一般情况下都需要设置该项参数。
表8-4 退刀选项的说明
|