研究方法
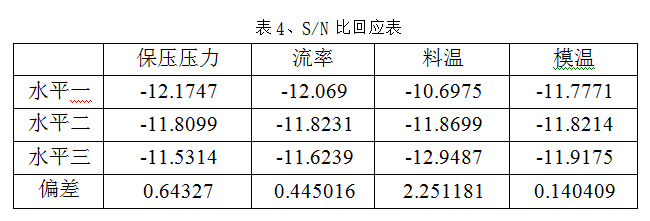
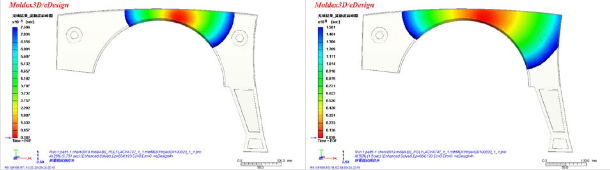
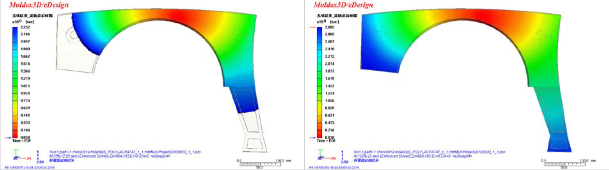
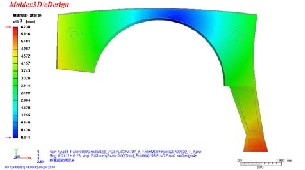
三、最佳参数组别分析 藉由田口质量实验设计方法得到之最佳参数组别从 S/N 比响应图可以得知为 A3、B3、C1、D1, 分别为保压压力 90%、流率 90%、料温 210℃、模温 40℃,将此参数组进行验证分析来观察是否有符 合整个实验设计所要的目标。 以充填分析来看产品有达到完全充饱且无缝合线问题,会产生包封位置都可以进行逃气的动作故 也没有包封产生之问题,充填流动波前如图 20~23 所示。翘曲变形分析从 X、Y、Z 及总位移变形量 来看此最佳参数组是否有达到降低翘曲变形量之要求,如图 24 所示。
图 24、最佳参数翘曲变形总位移量 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2024 www.iCAx.org