1.1 注塑成型
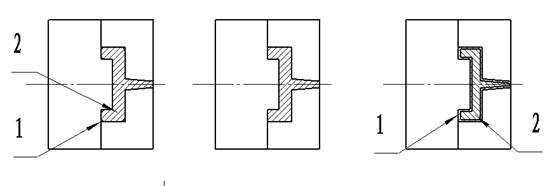
1.1 注塑成型 1.1.1 注塑成型原理 注塑成型是加工成型塑料(绝大部分是热塑性塑料)的粒料或粉料的一种方法。它的成型过程是先把材料从贮料室送入加热室,使材料熔融;然后在高压的作用下物料被注射到模具内,并且保持一定的压力直到聚合物充分冷却固化;在冷却和凝固之后,打开模具,取出制品,并在操作上完成一个塑模周期,并不断重复上述周期的生产过程。成型的过程可分为三个阶段:填充阶段,加压阶段,补偿阶段。 1.填充阶段 如图1.1所示,填充阶段时,塑料在注塑机螺杆的作用下被挤入模具型腔中,塑料材料熔体进入模具后,在速度和压力的控制下填充模具,模具型腔刚好被充满时填充阶段结束,如图1.1中2指示的阴影部分,虽然塑料熔体在这一个阶段都已经充填完成模具内所有的流动路径,但其边缘及角落都还有空隙存在,如图1.1中1指示的部分。在设计一个产品,并必须要使用到注塑成型的制程时,最重要的是了解塑料充填的过程。当塑料进入模穴时,塑料接触模壁时会很快凝固,这会在模壁和熔融塑料之间形成凝固层,凝固并粘在模壁上,材料以喷泉形式向前填充,由于剪切作用产生热量,很容易使塑料熔体的温度升高。 2.加压阶段 在模穴充填满之后紧接着是加压阶段,如图1.2所示。虽然塑料熔体在充填阶段都已经充填完成模具内所有的流动路径,但其边缘及角落都还有空隙存在,为了完全充填整个模穴,所以必须在这个阶段加大压力将额外的塑料挤入模穴,在图1.2中的阴影部分已经把角落充填完了。模腔填充满时,螺杆在压力作用下仍向前推动。由于材料的收缩,螺杆还可以继续向前移动一段时间。到填充末时刻最大压力出现时,加压阶段结束。材料的流动与填充阶段很相似,但凝固层迅速加厚,流动速度迅速降低。 3.补偿阶段 如图1.3所示的是补偿阶段,图中1指示的阴影部分已经冷却固化,但是图中2指示的阴影部分可能还没有冷却固化,由于塑料冷却后体积要减小,故此处塑料熔体的密度较低,如果不补料,很容易使制品产生凹陷。故此阶段螺杆由压力控制需要继续向前移动,将额外的料被挤入模腔,以补偿塑料在熔融料温状态与室温固态之间的体积差。在补偿阶段,由于温度不稳定,所以流动也不稳定,这将会导致产品局部取向性较强,可能引起翘曲。塑料从熔融状态冷凝固到固体时,会有大约25%的高收缩率,因此必须将更多的塑料射入模穴以补偿因冷却而产生的收缩,这是补偿阶段。
1.1.2 塑料的塑化 塑料的塑化就是指塑料经加热达到流动状态并具有良好的可塑性的全过程。对于注塑成型而言,塑料的塑化可以说是注塑成型的准备过程,对这一过程的总要求是:塑料在进入模具型腔之前应达到规定的成型温度并能在一定的时间内提供一定数量的熔融塑料,熔融塑料各点温度应均匀一致,不发生或极少发生热分解以保证生产的正常进行。 |