1.2 注塑成型机
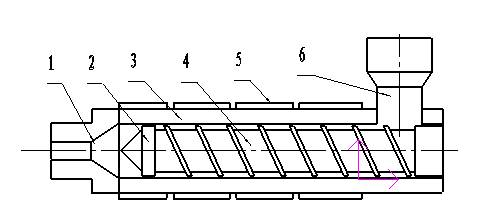
1.2 注塑成型机 注塑成型机可以用来将塑料颗粒状或粉状料经熔融、射出、保压、冷却等循环,转变成最终的塑料制品。注塑成型机通常采用锁模吨数或注塑量作为简易的机器规格辨识。可以使用的其它参数还有注塑速率、注塑压力、螺杆直径、模具厚度和导杆间距等等。注塑成型机的主要辅助设备包括塑料干燥机、塑料处理及输送设备、粉碎机、模温控制机、塑件出模的机械手以及塑件后处理加工设备等。 注塑成型机的分类方法有很多。例如,按机器的传动方式,可以分成液压式注塑成型机和机械式注塑成型机;按机器的外形特征可以分为立式注塑成型机、卧式注塑成型机等,按注射方式和塑化方式可以分为螺杆式注塑成型机、柱塞式注塑成型机和螺杆塑化柱塞注射式注塑成型机等。 下面介绍螺杆式注塑成型机、柱塞式注塑成型机和螺杆塑化柱塞注射式注塑成型机相同之处: 典型的注塑成型机主要包括四个单元:注塑系统(injection system)、液压系统(hydraulic system)、控制系统(control system)和合模系统(clamping system)。 (1)注塑成型机的注塑系统是将塑料均匀地塑化,并以一定的压力和速度将一定量的塑料熔体注射到模具的型腔之中。它主要由塑化部件、加料装置、计量装置、传动装置、加热和冷却装置等组成。 (2)注塑成型机的液压系统主要由各种液压元件、回路以及其它附属装置组成。液压单元提供压力把塑料挤入模具。 (3)注塑成型机的控制系统是控制塑料成型加工过程中的参数。例如,可以设定温度、压力、速度、时间等。 (4)注塑成型机的合模系统是注塑成型机上实现锁紧模具、开启模具、闭合模具和顶出制品的装置。锁模系统在结构上应保证模具启闭灵活、准确、迅速而安全。 上面介绍了螺杆式注塑成型机和柱塞式注塑成型机的相同之处,下面介绍一下螺杆式注塑成型机、柱塞式注塑成型机和螺杆塑化柱塞注射式注塑成型机的不同之处。 1.螺杆式注塑成型机 螺杆式注塑成型机,如图1.4所示,螺杆4是螺杆式注塑成型机的重要部件。它对塑料进行输送、压实和塑化。其过程是:螺杆4在料筒3内旋转时,首先将从料斗6输送来的塑料卷入料筒3内,并逐步将塑料向前输送、压实、排气和塑化,熔融的塑料不断地被推到螺杆头2与料筒喷嘴1之间,而螺杆本身则因受到塑料熔体的压力而缓慢后退,当积存的熔融塑料达到一定量时,螺杆停止转动。当注射时,螺杆将动力传给塑料熔体并使它通过喷嘴1注入到模具中。加热器5是对塑料进行加热熔融和保持一定温度的。 1-喷嘴 2-螺杆头 3-料筒 4-螺杆 5-加热器 6-料斗
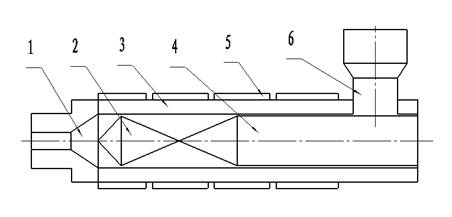
2.柱塞式注塑成型机 柱塞式注塑成型机如图1.5所示,柱塞4和分流梭2是柱塞式注塑成型机料筒内的重要部件。柱塞是将压力传给塑料并将塑料熔体注入模具内。柱塞是一根坚实而且表面硬度很高的金属柱体。分流梭装在料筒前端,其形状像鱼雷体的金属部件。它使料筒内的塑料分散为薄层并均匀地处于或者流过分流梭与料筒组成的通道。其过程是:从料斗6的塑料进入料筒3中,塑料在加热器5的作用下塑料熔融,熔融塑料在柱塞4的作用下通过喷嘴1进入到模具中。 1-喷嘴 2-分流梭 3-料筒 4-柱塞 5-加热器 6-料斗
图1.5 柱塞式注塑成型机 3.螺杆塑化柱塞注射式注塑成型机 螺杆塑化柱塞注射式注塑成型机,如图1.6所示,是利用螺杆8对塑料进行塑化而注射则靠柱塞2完成的。其过程是:螺杆8对塑料进行输送、压实和塑化。螺杆8在第一料筒7内旋转时,首先将从料斗9输送来的塑料卷入第一料筒内,然后将逐步将塑料向前输送、压实、排气和塑化,最后将熔融的塑料通过连接料筒6和一个单向阀尚进入第二料筒3。熔融的塑料在柱塞2的作用下通过喷嘴1被注射到模具型腔中去。加热器4是对塑料进行加热熔融和保持一定温度的。 1-喷嘴 2-柱塞 3-第二料筒 4-加热器 5-单向阀 6-连接料筒 7-第一料筒 8-螺杆 9-料斗 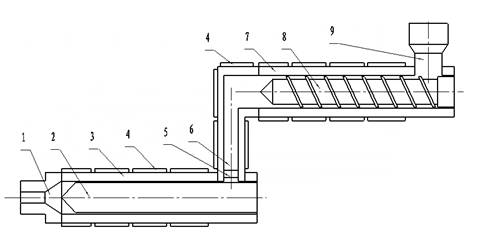 图 1.6 |