10.1 浇口位置分析
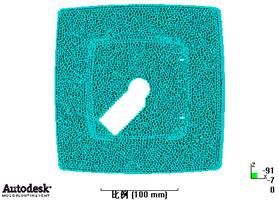
10.1 浇口位置分析 AMI中的浇口位置优化分析可以根据模型几何形状、相关材料参数,以及工艺参数分析出浇口最佳位置。用户可以在设置浇口位置之前进行浇口位置分析,依据这个分析结果设置浇口位置,从而避免由于浇口位置设置不当可能引起的制品缺陷。 如果案例模型需要设置多个浇口,那么用户可以对模型进行多次浇口位置分析。当模型已经存在一个或者多个浇口,那么进行浇口位置分析会自动分析出附加浇口的最佳位置。 10.1.1 常见的浇口类型 常见的浇口类型主要有以下几种。 边浇口(Edge Gate):是最常见的浇口之一,它的厚度一般是制件壁厚的50%~75%。用户可以通过创建两点一维单元制作边浇口,它的截面形状可以是长方形也可以是梯形。 点浇口:是最常见的浇口之一,是一种尺寸很小的浇口。这种浇口容易使塑料在开模时实现自动切断。 潜伏式浇口(submarine gate):是由点浇口演变而来的,它具有点浇口的特点,还具有其进料位置一般选在制品侧面较隐避处,不影响制品的美观。 护耳式浇口(Tab Gate):护耳式浇口与边浇口有点类似,不同的是护耳式浇口通过护耳连接到制件上。这种浇口可以用来降低制件的剪切应力,剪切应力留在护耳式中;这种浇口还可以用来改变料流的方向,避免引起喷射的现象。 主流道浇口(Sprue Gate):主流道浇口直接深入到制件中。该浇口的尺寸由喷嘴的孔径决定。适用于特别大的塑料制品。用户可以用一维单元创建。 环浇口:根据制件的几何形状可以分为对称和不对称两种类型。当需要设置多个浇口时,对称形状的制件要遵循每个浇口流长相等和填充体积相等的原则;不对称形状的制件由于本身就不能达到自然平衡,所以每个浇口的填充体积和压力降都不尽相同。不对称形状的制件可能需要较多的浇口数目以获得平衡流动或者产生合理的熔接线位置,同时降低注塑压力。 注意:在实际生产中,通常制件的浇口形状都比较复杂,运用AMI中的手工创建浇口功能有时也难以达到实际的要求。在这种情况下,可以将浇口与制件一起在CAD软件中构建,然后将其导入AMI中,在该位置创建浇注系统或者直接设置为注塑口,进行分析。 10.1.2 最佳浇口分析的设置 在进行浇口位置分析之前,需要选择实际生产用的成型材料和设置成型工艺条件,可以使用AMI默认的工艺条件。如果用于分析的模型采用单浇口成型,那么不需要设置注塑浇口;如果用于分析的模型采用多浇口成型,则需要对模型进行多次浇口位置分析。直接打开光盘内的文件X:\第10章\ch10-0\ch10.mpi模型文件。双击【dvd_方案】方案,激活该方案,显示的模型如图10.1所示。 (1)选择【分析】|【设置分析序列】|【浇口位置】命令,完成分析类型的设置,如图10.2所示。
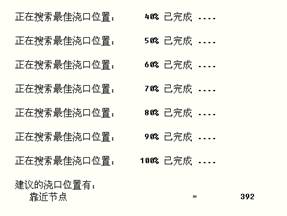
图10.1 dvd后盖示例模型 图10.2 浇口位置分析类型 本例选择常用于电子产品的PC(聚碳酸酯)作为分析的成型材料。 (2)选择【分析】|【选择材料】命令,弹出【选择材料】对话框,如图10.3所示。从对话框中的【制造商】下拉列表框的下三角按钮中选择材料的生产者为Dow Chemical USA,再从牌号下拉列表框的下三角按钮中选择所需要的牌号为Calibre IM 401-18。单击【确定】按钮完成选择并退出选择材料对话框,结果如图10.4所示。 (4)选择【分析】|【开始分析】命令,弹出【选择分析类型】对话框,如图10.6所示,单击【确定】按钮,程序开始运算分析。屏幕显示中给出了Recommended Gate Location at Node Number(最佳浇口位置所在节点的编号),图10.7所示为浇口位置分析屏幕显示。
图10.3 【选择材料】对话框 图10.4 完成材料选择 
图10.5 【工艺设置向导-浇口位置设置】对话框
图10.6 【选择分析类型】对话框 图10.7 屏幕显示-最佳浇口位置分析 (5)当弹出如图10.8所示的【分析完成】对话框时,说明分析结束。生成后程序自动生成一个新方案【dvd_方案(浇口位置)】方案,如图10.9所示。
图10.8 【分析完成】对话框 图10.9 生成一个新方案 10.1.3 最佳浇口分析的结果 完成了浇口位置分析之后,会产生两个结果,即屏幕显示和最佳浇口位置分析结果图示。分析结果示意图其实是浇口位置合理性因子分布图示。当因子为1时,表示这个位置是最佳浇口位置,因子值越小,浇口位于这个位置的成型合理性就越小,如图10.10所示。
图10.10 最佳浇口位置分析结果 |