12.2 流动分析结果
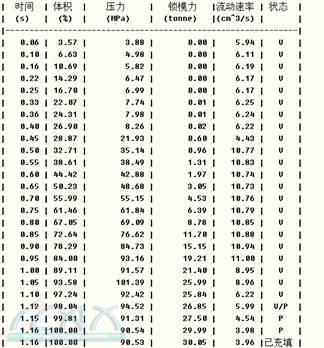
12.2 流动分析结果 选择【分析】|【开始分析】命令,程序开始分析计算。在分析计算过程中,分析日志显示充填时间、压力等信息。运行完成后,产生分析结果。流动分析结果主要用于得到最佳的保压设置。可以查看制品的充填行为是否合理,充填是否平衡,是否完成对制件的完全充填等。 屏幕输出(Screen Output)是Insight进行任何分析都会出现的分析过程的屏幕显示。屏幕显示是随着分析过程的进程而进行动态显示的。用户可以从屏幕显示的信息,观察分析过程中各处参数的变化情况和分析中间结果。屏幕输出如图12.16所示充填信息和图12.17所示的保压信息。 流动(Flow)分析结果主要包括充填时间(Fill Time)、压力(Pressure)、熔接线(Weld Lines)、气穴(Air Traps)、流动前沿温度(Temperature at Flow Front)、冻结层因子(Frozen Layer Fraction)、剪切速率(shear rate)、体积收缩率(Volumetric shrinkage)等。
图12.16 屏幕输出-充填信息
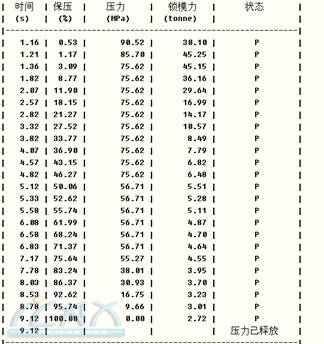
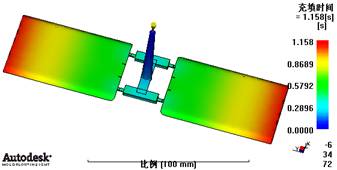
图12.17 屏幕输出-保压信息 下面介绍流动分析结果,为了便于观察,不显示冷却系统。 充填时间(Fill Time)分析结果如图12.18所示。从充填时间分析结果的图中可以得知,浇口两侧方向的充填时间几乎同时到达,可以接受。
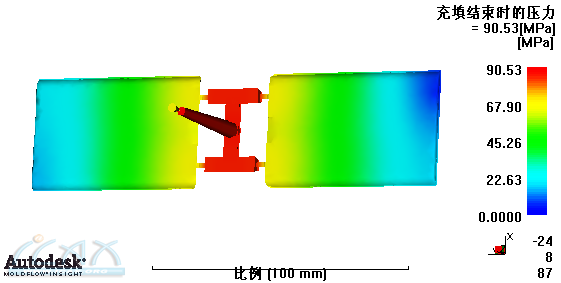
图12.18 充填时间分析结果 压力(Pressure)分析结果如图12.19所示。压力分析结果图显示了充填过程中充填结束时模具型腔内的压力分布。进料口处最大压力为90.53MPa,型腔内的最大压力为71.96MPa。
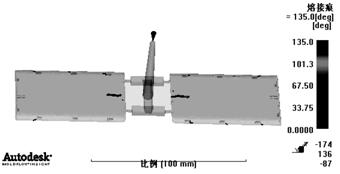
图12.19 压力分析结果 熔接线(Weld Lines)分析结果如图12.20所示。熔接线分析结果图显示了熔接线在模具型腔内的分布情况。制品上应该避免或减少熔接线的存在。解决的方法有:适当增加模具温度、适当增加熔体温度、修改浇口位置等。
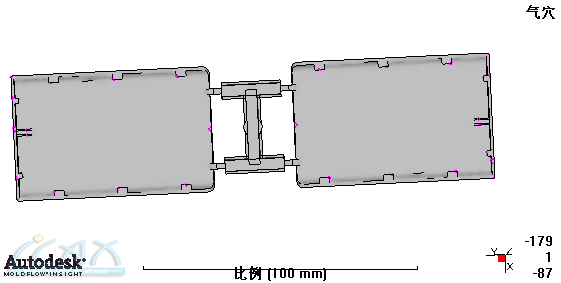
气穴(Air Traps)分析结果如图12.21所示。气穴分析结果图显示了气穴在模具型腔内的分布情况。气穴应该位于分型面上、筋骨末端或者在顶针处,这样气体就容易从模腔内排出。否则制品容易出现气泡、焦痕等缺陷。解决的方法有:修改浇口位置、改变模具结构、改变制件区域壁厚、修改制件结构等。
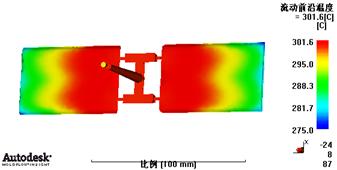
图12.21 气穴分析结果 流动前沿温度(Temperature at Flow Front)分析结果如图12.22所示。模型的温度差不能太大,合理的温度分布应该是均匀的。
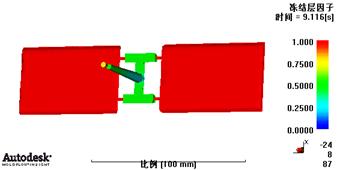
图12.22 流动前沿温度分析结果 冻结层因子(Frozen Layer Fraction)分析结果如图12.23所示。从冻结层因子分析结果的图中可以得知,在保压结束这一时刻,制品表面的冷却层的厚度。
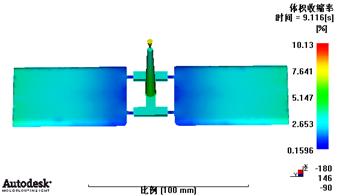
图12.23 冻结层因子分析结果 体积收缩率(Volumetric shrinkage)分析结果如图12.24所示。从冻结层因子分析结果图中可以得知,在这一时刻,体积收缩率的最大值为,处于流道中,制品表面颜色梯度很小,表面收缩均匀。体积收缩率的结果为越均匀越好
图12.24 体积收缩率分析结果 12.3 本 章 小 结 本章介绍了流动分析工艺的设置和流动分析的结果。本章的重点和难点是流动分析的工艺的设置。流动分析的主要目的是为了得到最佳的保压设置。同时也可以查看制品的充填行为是否合理、充填是否平衡、是否完成对制件的完全充填等。下一章将介绍AMI的冷却分析。 |