GibbsCAM 软件产品线支持 2-5 轴铣削,车削,车铣复合,多任务车铣复合加工和线切割。 造型方面:GibbsCAM 软件提供完整的制造建模功能,包括 2 维,2.5 维,3 维线框,曲面和实体建模;
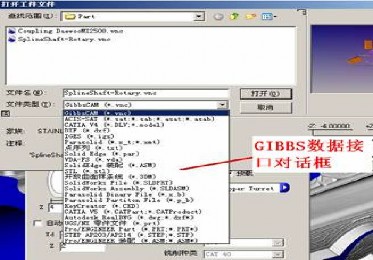
GibbsCAM 造型工具条 支持外界导入图形导入:GibbsCAM 数据接口可以广泛读取行业标准的 CAD 数据格式,支持所有标准接 口-SAT,Parasolid,IGES,STEP,VDA,VRML,STL,DXF 等,另外还可直接读取 SolidEdge, SOLIDWORKS, Pro/E, CATIA, Autodest, UG 等常用软件图档,避免了格式转化造成的信息丢失。
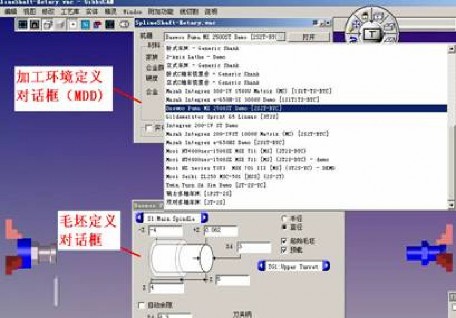
下面对一零件做双刀塔双主轴多任务车铣复合加工(MTM)的技术讲解,以增进大家对 GibbsCAM 多任 务车铣复合加工(MTM)的了解。 多任务车铣复合加工(MTM)定义:多任务加工是指同时拥有车削和铣削的功能,多主轴,多刀塔, 材料在多工位加工,无需人工而材料自动从一个主轴转移到另一个毛坯从一端进入,工件从另一段出来, 根据机床的不同还包括其它各种附件的运动。 建立文档: 加工环境定义对话框:在机器栏对应的是与机床结构相匹配各种不同的加工环境(MDD)。此零件我 们采用双刀塔双主轴的 MDD 加工环境。在车铣复合领域,机床种类繁多,结构各异,有单刀塔单主轴,双 刀塔双主轴,三刀塔双主轴等, GibbsCAM 通过 MDD 可以定制不同的加工环境(MDD)。 毛坯定义对话框:设置毛坯,刀具换刀点和安全间隙。
此加工环境(MDD)支持左右两个主轴,图示主轴分别卡住线框的左右端,运动时主轴间会自动卡抓, 避免了人工反复装夹,节省了时间,避免的人工二次装夹造成的精度误差。
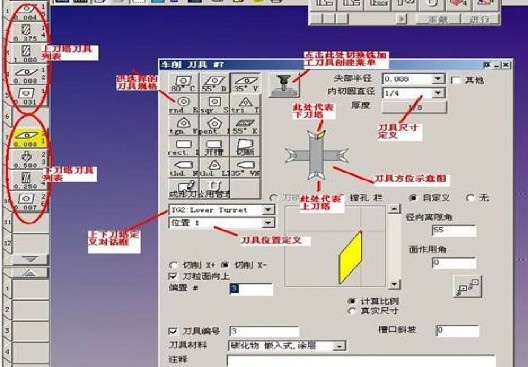
双主轴位置示意图 打开刀具对话框,定义本次加工所要使用的刀具。 1-5 号刀代表上刀塔刀具组,7-8 代表下刀塔刀具组:
刀具编辑对话框 端面车削:采用 T5 80°刀具,把加工策略和刀具拖至工序栏,便会自动弹出编程参数设置对话框: 有多种进退刀方式供选择。 加工主轴选择。 安全距离,精度,进给,转速,余量等参数设置。 拾取端面加工曲线,点击进行即可自动计算。
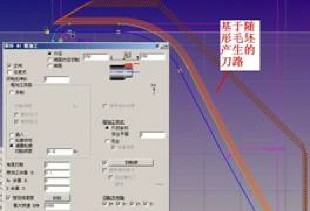
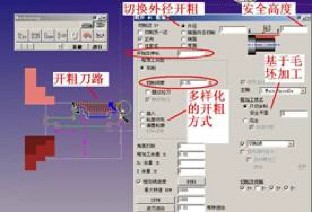
粗车:T5 80°刀具,采用开粗策略。拾取加工曲线,黑色和白色图标在曲线上分别可以拖动,白色 标记用来确定开始车削位置,黑色标记用来确定结束车削的位置。 在开粗参数对话框:切换外径铣削方式,开始处延长文本框可以定义刀路自动延长一段安全距离,基 于毛坯加工是 GibbsCAM 一大特色,也是有别其它车铣软件的独特之处,此功能可以使毛坯层层继承,大 大提高软件编程的安全性和加工效率,使空刀降到最少。 多样化的开粗方式—车削:本次采用的开粗方式,刀路为水平粗车。
插削:适合于车槽。 仿形车:以跟随轮廓的方式开粗,常用于随形毛坯,刀路流畅,切削效果优异。
残料加工:采用相同的加工策略,只需更换角度较小的刀具—T4 35°刀具,即可识别底部残料,并 把残料清理干净(上把刀角度太大,凹槽处不能铣的太深)。
轮廓车削:T7 刀具为下刀塔 35°反装刀具,用于清除前次加工所留死角,编程时拾取要加工曲线, 便会自动在零件下刀塔位置生成刀路。(如果余量过大的话,车轮廓前也可以加一道残料加工程序)。
点击铣削按钮进入铣加工编程策略: 铣加工包括点孔,轮廓铣,开粗,曲面加工等策略,可以完成 2.5-5 轴、2 维曲线或 3D 曲面的加工。 尾部进行轮廓铣削:选用 T3 立铣刀,在编程对话框设置圆弧进刀,开启刀具半径补偿。注意激活主 轴 XY 坐标系统。
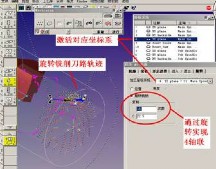
前端齿轮旋转铣削:选用下刀塔 T8 成型刀,依然采用轮廓铣削策略,拾取齿轮线(图中蓝色线为齿 轮线),在编程对话框通过设置旋转铣削参数(包括旋转次数,旋转角度)实现齿轮的联动加工。注意激 活主轴 YZ 坐标系统。
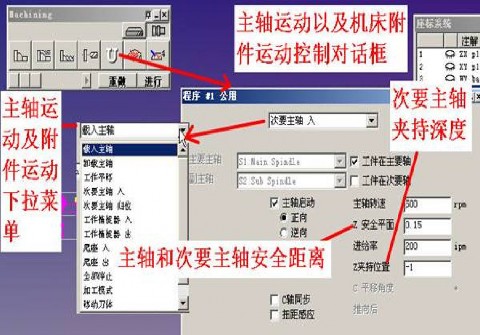
GibbsCAM 软件支持 MTM 机床主轴和次要主轴的自动卡抓,卸载运动,支持其它所有机床附件的机械运动。 主轴端加工完毕后,GibbsCAM 通过控制次要主轴入,卸载主轴,次要主轴归位实现工件在两主轴间位 置的变换,进行次要主轴端的车铣加工。
零件左端粗车:采用下刀塔 T10 车刀,由于是在次要主轴加工,注意激活次要主轴和次要主轴坐标系 ZX。
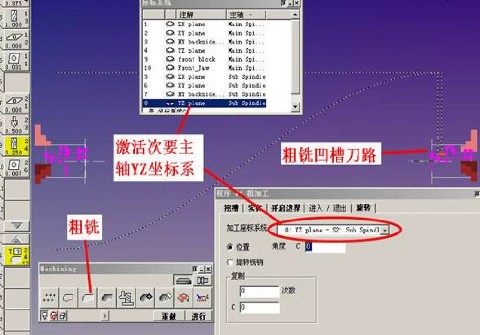
粗细零件左端凹槽:下刀塔 T9 次要主轴夹持铣削,注意激活次要主轴和次要主轴坐标系 YZ(槽曲线在 YZ 平面上)。凹槽为单一 2.5 轴定位加工,所以就不需激活旋转铣削。
同步管理器:所有程序编制完成后,GibbsCAM 有一个同步管理器,根据上下刀塔把程序分为两个流程, 我们借助这个工具可以灵活的控制上下刀塔的加工顺序。程序栏也可以对程序进行自由排序,不需重新计 算。
GibbsCAM 机床仿真:面对更复杂的运动结构时,GibbsCAM 还可自行创建机床,进行机床仿真,并结 合同步管理器,调整程序,使上下刀塔刀具程序以最优化,最可靠的方式同步运动,安全性更高。
GibbsCAM 高级多任务车铣复合加工(MTM)功能是市场上最佳解决方案之一,功能强大,可对多 主轴多刀塔的多任务车铣复合加工机床进行完美编程。高级 GibbsCAM 仿真器可确保安全加工,无干涉, 且与机床不会发生碰撞。GibbsCAM 是极少数可充分利用最新机床生产力进行满负荷生产的 CAM 解决方 案之一,已成为机床商不可或缺的辅助性工具。 |