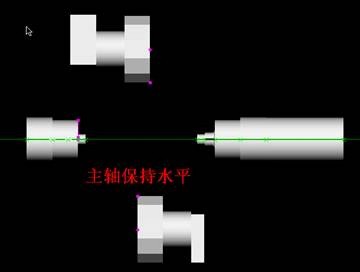
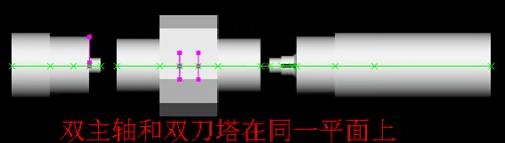
GibbsCAM 机床仿真定制流程 (下面以 QTT65 机床为例) GibbsCAM 软件是全球先进 CAD/CAM 技术方面的领导者,在车,铣,车铣复合和多任务复合加工领域拥有 20 多年的经验,成为此领域的领导者。尤其是在 MTM 多任务加工方面加工领域更是处于领军地位。 MTM 多任务加工领军地位的必要条件:机床仿真功能。面对更复杂的运动结构时,GibbsCAM 可根据实际机 床结构自行创建机床,进行机床仿真,并结合同步管理器,调整程序,使多刀塔多主轴的程序以最优化,最可 靠的方式同步运动,确保安全加工。 下面我们将以 QTT65 机床为例,介绍 GibbsCAM 机床仿真定制的流程: 一.机床建模 2.机床的尺寸要实际测量,根据客户要求,一般精确绘出主轴和刀塔位置及相关干涉部件。 3.造型时注意所有部件尽量和实际机床位置尺寸一致,双主轴和双刀塔须在同一平面上(也有的机床主轴和副 轴在 X 向是不一致的)。
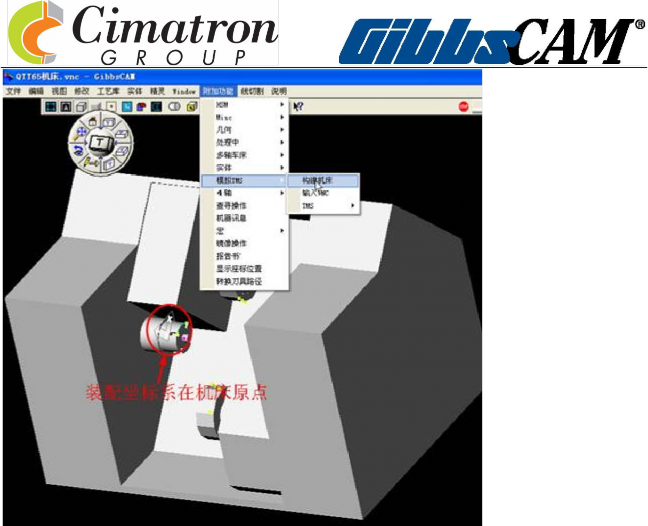
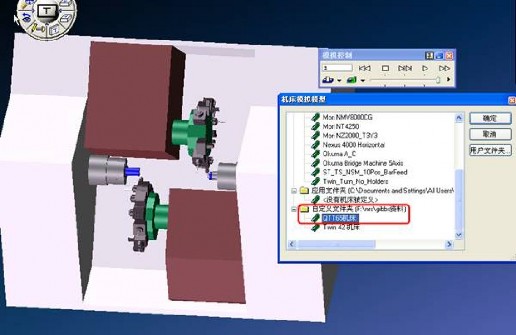
二.机床运动装配 1.加载机床模型,进入构建机床。 装配机床时注意坐标系的位置:坐标系在机床原点,且以 XY 坐标系存贮装配好的文档。 机床原点位置在主轴卡盘中心,Z 向位置因不同机床而有所不同。
2.机床模拟设定窗口打开后,点击增加按钮,拾取要定义的机床部件(拾取后显示黄色),基于 ROOT 目录,名 称命名为“基准”,轴标签“J”。打开颜色对话框可以定义基准颜色。此部件为非运动部件。点击确定,定义 完成。
后面我们分别定义上下刀塔和主副轴的运动关系。 3.上刀塔组定义: 1)上刀塔 Z1 轴定义:拾取 Z1 轴组件,在“基准”目录下名称文本框输入“上刀塔 Z1”(名称可以根据习惯 自定义)。轴标签输入“Z1”(注意轴标签“Z1”是固定的,建议以下各轴也使用是固定标签)。Z1 轴为 Z 向 直线运动,沿哪个轴向移动即在哪个方向空格输入 1 或-1(+-1 分别代表不同矢量方向),所以移动方向参数 设置为:“X0,Y0,Z1”,注意 Z1 轴矢量。
2)上刀塔 X1 轴定义:拾取 X1 轴组件,在“上刀塔 Z1”目录下继承“上刀塔 X1”,轴标签为“X1”。移动方 向参数设置为:“X1,Y0,Z0”。
3) 上刀塔 Y1 轴定义:拾取 Y1 轴组件,在“上刀塔 X1”目录下继承“上刀塔 Y1”,轴标签为“Y1”,移动方向 参数设置为“X0,Y1,Z0”。
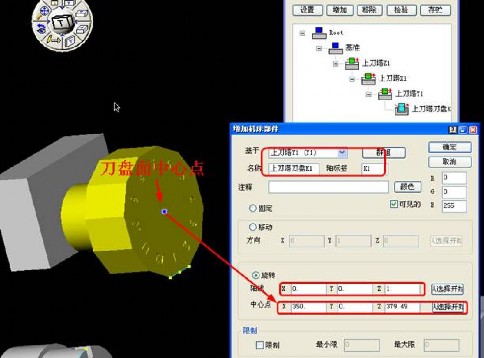
4) 上刀塔刀盘定义:拾取刀盘组件,在“上刀塔 Y1”目录下继承“上刀塔刀盘 K1”。K1 轴绕 Z 轴旋转运动。 所以旋转轴线参数设置为“X0,Y0,Z1”(绕哪个轴向旋转须在哪个轴线空格输入 1 或-1)。另外还必须指定旋转 中心,K1 轴旋转中心是刀盘面中心,拾取刀盘面中心点,点击“从选择开始”即可自动载入点坐标“X350,Y0, Z379.49”。
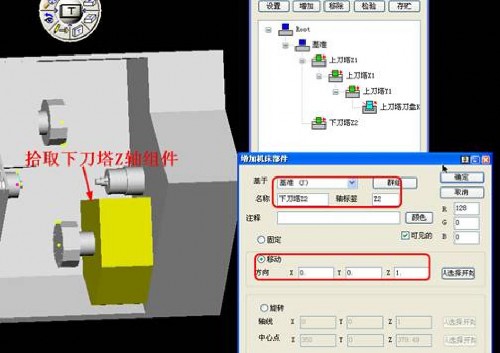
4.下刀塔组定义: 拾取下刀塔 Z2 轴组件,注意在“基准”目录下继承“下刀塔 Z2”,轴标签为“Z2”。移动方向参数设置 为“X0,Y0,Z1”,注意 Z2 轴矢量和上刀塔 Z1 矢量一致。
下刀塔其它组件同上刀塔设值,不再累述。 5. 主轴定义:
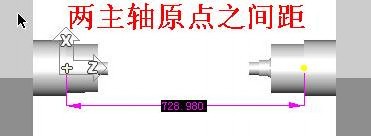
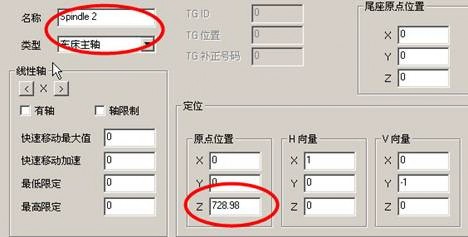
建造机床时两主轴之间的距离须根据机床原点的实际距离写进 MDD,且造型时两主轴距离和 MDD 数值要保持 一致:主轴原点 Z 0,副主轴原点在 Z 728.98(原点参数从户机床设置里获取)。 MDD 主副轴设置:主轴 Z:0,副轴 Z:728.98
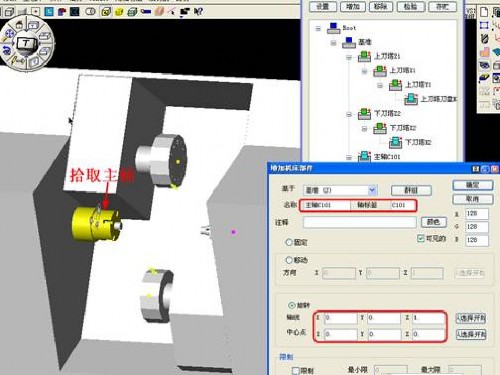
1)主轴定义:拾取主轴组件,注意在“基准”目录下继承“主轴 C101”,轴标签输为“C101”,旋转轴线为 “X0Y0,Z1”,旋转中心为“X0Y0,Z0”。
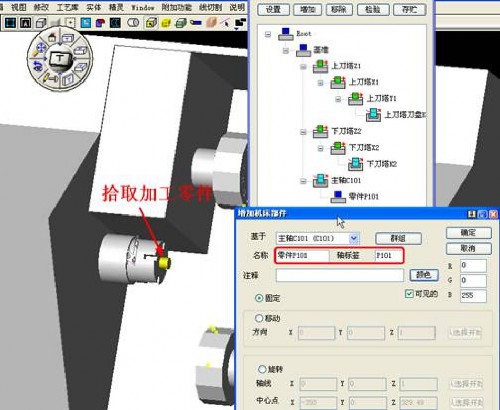
2)主轴加工零件定义:拾取主轴加工零件,在“主轴 C101”目录下继承“零件 P101”,零件标签为“P101”。 运动状态设置“固定”。
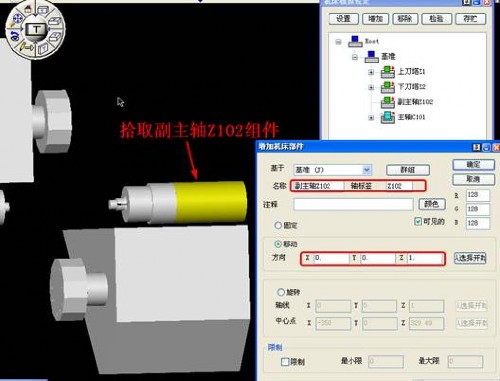
3)副主轴 Z102 组件定义:拾取副主轴 Z102 组件,注意在“基准”目录下继承“副主轴 Z102”,轴标签输为 “Z102”,移动方向参数设置为“X0,Y0,Z1”(副主轴可 Z 向运动)。
4)副主轴 C102 定义:拾取副主轴 C102 组件,注意在“副主轴 Z102”目录下继承“副主轴 C102”,轴标签输 为“C102”,旋转轴线为“X0Y0,Z-1”(注意副主轴旋转矢量和主轴相反,所以输入-1),旋转中心为 “X0Y0,Z0”。
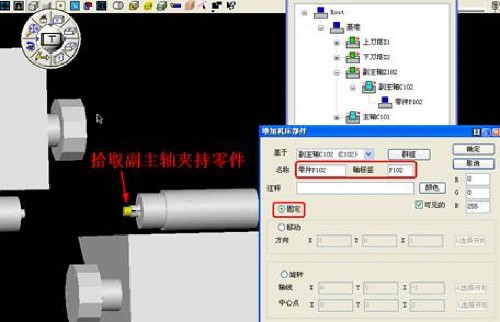
5)副主轴加工零件定义:拾取副主轴加工零件,在“副主轴 C102”目录下继承“零件 P102”,零件标签为 “P102”。运动状态设置为“固定”。
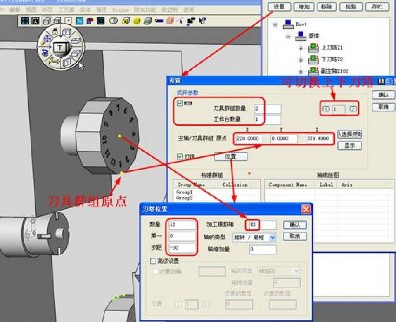
6.刀塔的设置: 点击设置按钮,在设置参数对话框勾选 MTM,设置 2 组刀具群组,再分别设置两组刀具群组的原点,注意 和机床实际刀具原点统一。 以上刀塔为例,设置旋转轴 K1, 本刀具组为 12 个刀塔位。原点即为刀盘旋转起始位置,设起始位置为 0°, 步距为-30°,轴旋转类型一般为最短。
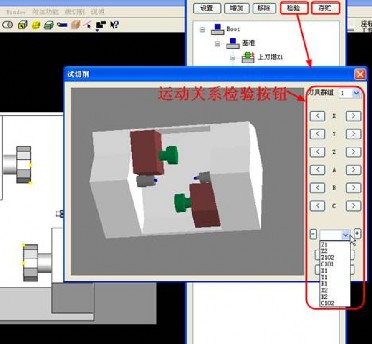
下刀塔设置参照上刀塔。 7.设置完成后检验运动关系是否合理,存储运动组件即完成机床创建。
8.加载创建机床进行仿真模拟:
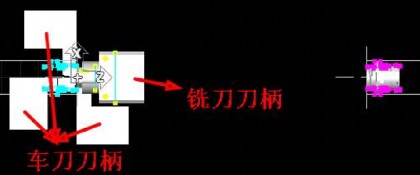
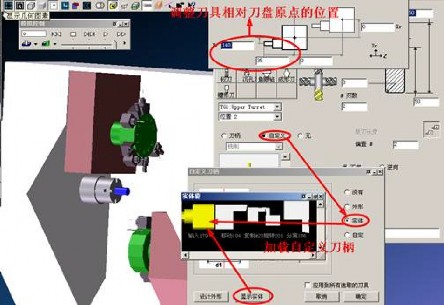
9.注意机床装配时轴标签的使用: 机床装配时建议采用固定标签,罗列如下: X1, Y1, Z1, A1, B1, C1 ,K1 第一刀塔组标签 X2, Y2, Z2, A2, B2, C2,K2 第二刀塔组标签 X3, Y3, Z3, A3, B3, C3,K3 第三刀塔组标签 ... X99, Y99, Z99, A99, B99, C99,K99 第九九刀塔组标签 X101, Y101, Z101, A101, B101, C101,P101 第一主轴组标签 ... X199, Y199, Z199, A199, B199, C199,P199 第九九主轴组标签 (以上 K 代表刀塔旋转标签,P 代表零件标签,其它 X Y Z A B C 分别代表轴运动部件标签) 更多内容参见 GIBBS 软件自带教程《Machine Sim》。 至此机床的运动创建完成。 另外一般机床所有刀柄均为活动刀柄,所以不能在机床构建时创建刀柄,刀柄的创建需在零件编程状态下自定 义刀柄。 1.注意创建刀柄时,刀柄尖点均指向 XZ 坐标系原点(作为刀柄统一的基准)。 2.车刀刀柄需和实际刀柄的方向一致才能正常加载。 3.铣刀刀柄创建一个方向即可,不同方向铣刀刀具加载刀柄后,铣刀刀柄会自动旋转方向。
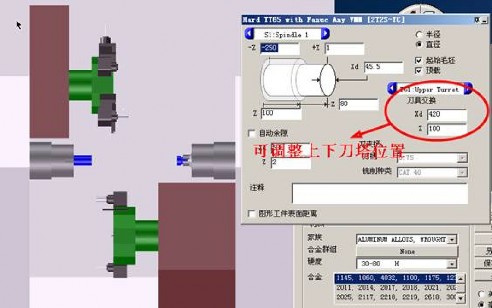
4.上下刀塔的位置关系可以通过刀具交换位置进行重新调整:
|