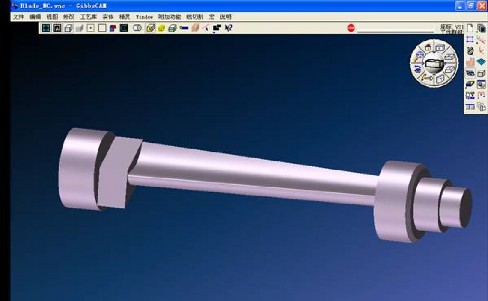
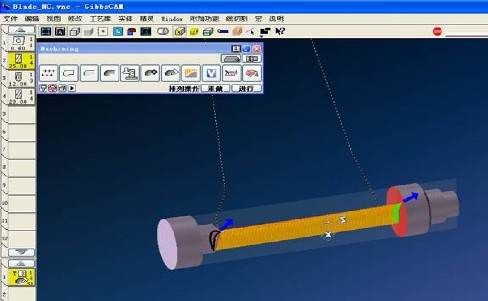
复合加工是机械加工的发展方向之一,也是数控设备发展的一个主要方向。在多种复合加工领域中,车铣 复合加工是目前发展最完善的一个领域。在国内外的各种展会上,我们可以看到很多机床厂家纷纷推出此类设 备作为高端设备的展示内容。 车铣复合加工设备的应用领域广泛,除了可以应用于某些产品的大批量加工外,而且对于一些小批量或单 件的生产也大有用武之地。车铣复合加工设备具有至少一个旋转轴的控制能力,使其应用范围可以扩展,甚至 可以替代多坐标联动加工中心的工作。 下面大家跟随我一起来学习在 GibbsCAM 中如何编制多轴车铣复合加工的程序。这个工件是我们和大隈(上 海)机床一起合作切削的一个叶片。
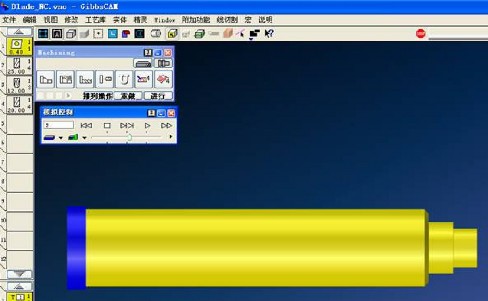
图(1) 叶片数据 在进行叶片程序编制之前,先安排加工工艺,由于该机床设备是多轴车铣复合加工中心,再加上该工件需 4 轴联动加工,这样可以避免我们多次装夹以免出现偏差。 下图(2)所示为加工该叶片的加工设备 Okuma Multus B300W OSP P 200L。
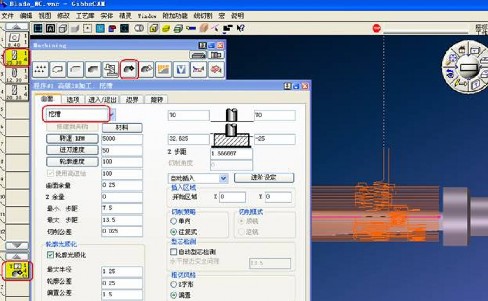
图(2) Okuma Multus B300W GibbsCAM 软件提供了 CAD/CAM 一体化操作平台,CAM 包括从简单的车削到复杂的多轴同步车铣以及简单的 2.5 轴铣到复杂的 5 轴联动铣削加工策略,它的车间化的编程界面使我们操作起来更加简单;多年的编程经验 提高我们的效率。 一、按照工艺安排第一步先进行车外圆加工。 加工策略 刀具 转速 rpm 进给 mm/min 余量 粗车外圆 80 的外圆车刀 1000 0.1 0.1 在 GibbsCAM 中先选择一把刀具加上一个策略一起生成一个车削对话框,在对话框中填上相应的参数,再选 择加工图素就可以生成刀路轨迹了。GibbsCAM 的编程理念和别的 CAM 软件有所区别,很多传统软件使用的是特 征编程,而 GibbsCAM 采用的是操作模式编程,这样生成的程序可以很轻松的进行工艺优化。
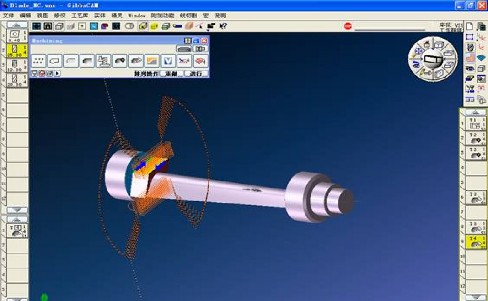
图(3) 粗车外圆界面 二、粗车结束,进行一次精车就可以了。车削结果如下:
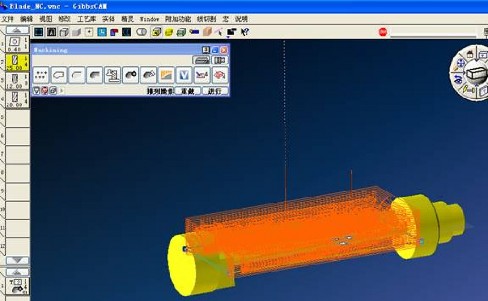
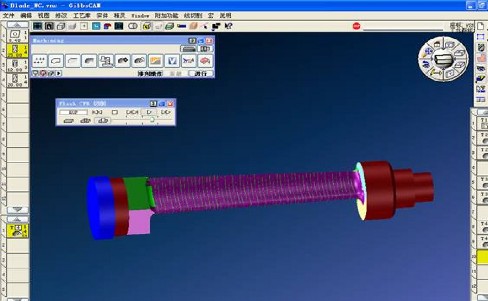
图(4) 粗车仿真效果 三、由于叶片的不规则性,所以下面我们没有办法继续车削下去了,但是还是有大量毛坯的,所以下一步 我们将采用铣削的方式来去除大量的毛坯。 因为该叶片是片体,所以得分别加工两个面,那就得使用 4 轴定位加工,也就是 C 轴进行分度。 加工策略 刀具 转速 rpm 进给 mm/min 余量 4 轴定位粗加工 25R5 牛鼻刀 5000 1500 0.25
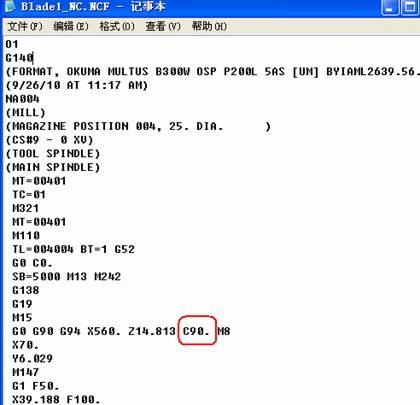
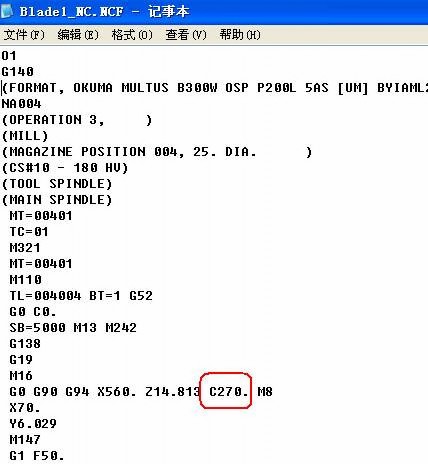
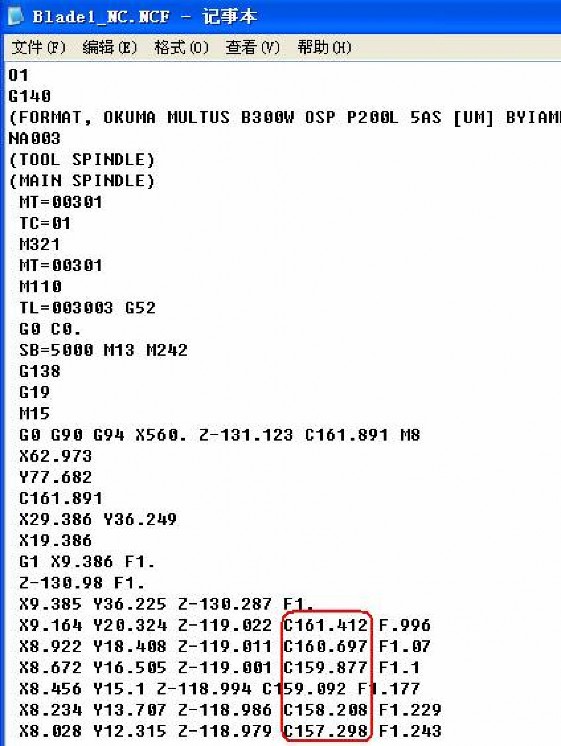
图(5) 定位粗加工策略 加工代码格式显示如下:
图(6) 4 轴定位加工代码 四、在上图代码格式中 C=90,表示该坐标平面位 90 度平面。当然,另外一个面应该是 270 度平面。使用 同样的加工策略清除另外一面的毛坯,参数如下:
图(7) 定位加工反面界面
图(8) 4 轴定位加工代码 五、由于前面 4 轴定位加工采用实际上是 3 轴的开粗加工策略,所以有些角落还是有些毛坯残留的,所以 还需要先进行一次半精加工。半精加工我们可以采用 4 轴联动的加工方式了。 在建立 4 轴联动加工的时候,我们得先确定坐标系统,因为多轴车铣复合加工的设备,旋转轴多数为 C 轴 旋转,所以得先确定坐标。
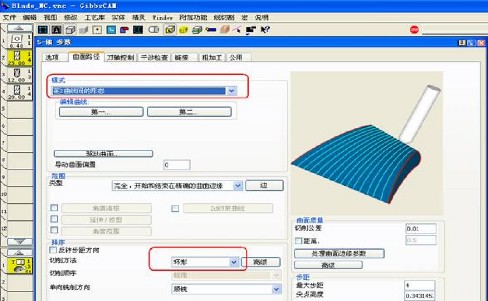
图(9) 坐标系统管理 六、下面我们进行 4 轴联动半精加工编程: 加工策略 刀具 转速 rpm 进给 mm/min 余量 4 轴半精加 12R0 球刀 8000 4000 0.1 A)加工策略
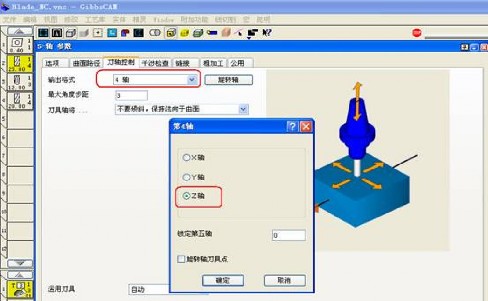
图(10) 4 轴联动编程策略 B)刀轴控制方式
图(11) 4 轴刀轴控制方式
图(12) 4 轴刀路显示 七、同理,使用相同的方法做出精加工刀路: 加工策略 刀具 转速 rpm 进给 mm/min 余量 4 轴半精加 10R5 球刀 10000 5000 0.0 八、最后,将底座部位进行加工: 加工策略 刀具 转速 rpm 进给 mm/min 余量 4 轴半精加 20R0 平底刀 6000 2000 0.0
图(13) 底座处理 A)模拟仿真结果:
图(14) 仿真结果 B)联动加工代码:
图(15) 4 轴联动程序代码 九、大隈机床实际加工照片:
图(16) 实际加工图片 总结: 使用高端车铣复合编程软件能快速的生成加工程序,并且可以提前看到程序结果以保证机床的实际加工效 果,从此叶片看我们只进行了一次装夹,并且实现了从简单的车削到 3 轴铣以及后面的高级 4 轴联动铣削加工。 GibbsCAM 软件可以很轻松的帮你实现这一自动化,为您实现机械加工智能化,使您的高端设备达到最大的利用 率。 |