2.35成型条件
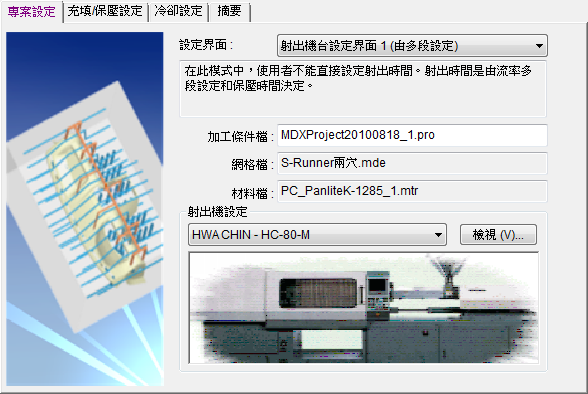
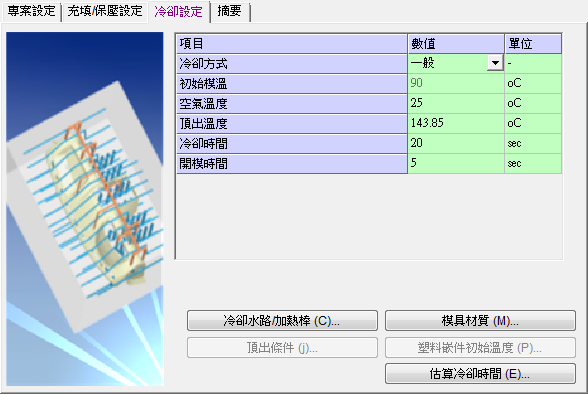
本研究之使用射出机台为桦钦 HC-80-M 射 出机,最大射压为 200.3MPa,充填时间为 0.8s, 保压时间为 5s,选择流率对应螺杆行程做充填时 的设定;塑料温度则为 315℃,模具温度为 90℃。 有关成型条件设定(如图 14~17 所示)。
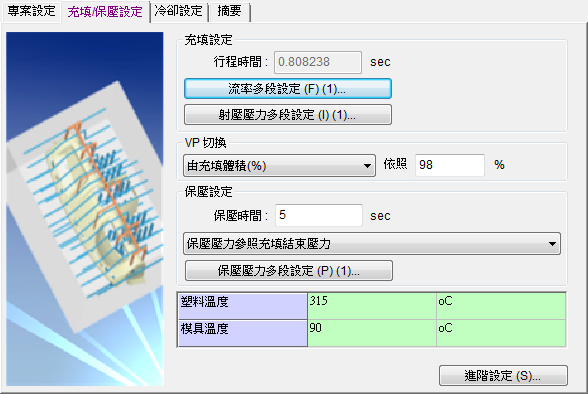 图 15.流率多段设定图
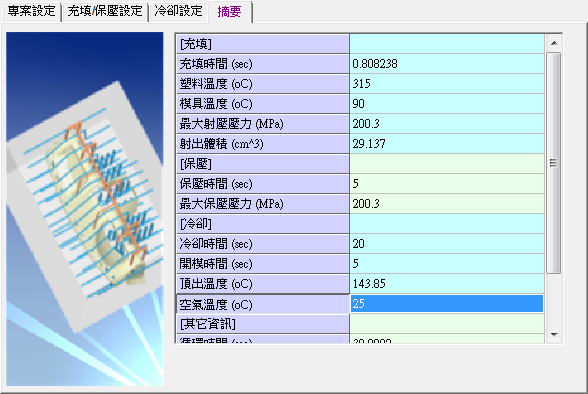
图 17.成型条件摘要 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org