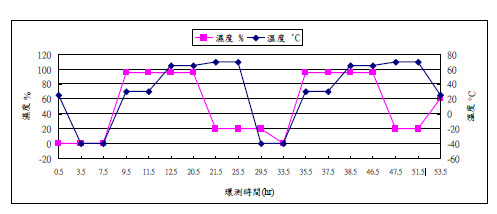
二、实验设备与方法 在微细发泡射出成型实验中, 采用德国Arburg-100 吨射出机为成型设备,并搭配美国Trexel 公司的超臨界流体模块与超臨界流体产生器,使用氮气(N2)-惰性气体作为超臨界流体发泡剂。本实验环境测试条件如图3 所示,主要模拟精密塑料成品件在运送过程中,受到环境的温度之影响,如货运、船运与空运以及热带、亚热带与寒带不同区域之温度等,来观察未发泡与发泡成型件经过环测前与环测后之机械性质与尺寸之稳定性。而此实验之尺寸变形量测试主要分为两种: (1) 试片尺寸差异: 由于试片受到加热或降温作用,试片会产生收缩或变形等因素,故本实验以拉伸试片作为测试件(量测范围较大),比较发泡与未发泡拉伸试片于环测前与环测后的长度尺寸差。 (2) 收缩程度差异(无环测): 以拉伸试片之帄面利用深度规做多点量测,量取最高点与最低点间的最大范围作为最大收缩程度差异,并且比较发泡与未发泡拉伸试片的收缩程度。 本实验以氮气作为发泡剂,在稳定的条件下,取10 支试片做环境测试,比较其环测前与环测后的拉伸与冲击试验數据。另外取25 支拉伸试片做环境测试,比较其环测前与环测后的长度尺寸差异,以及取10 支试片做帄面收缩程度(无环测),并将其结果數据取帄均值并画成图表做探讨。
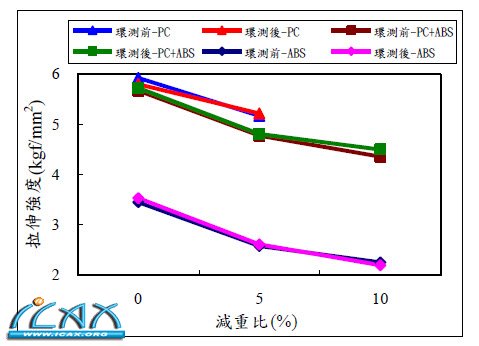
三、结果与讨论 本研究针对ABS、PC+ABS 与PC 材料在不同减重比条件下做微细发泡(以减重5%与10%保留)与传统未发泡(以0%做代称)之射出,其所射出之拉伸试片做环测实验,观察发泡与未发泡的机械性质与变形量之影响。其结果如下: 3.1 减重比对拉伸试片之拉伸强度的影响从图4 得知此三种材料在环测前与环测后的条件中,对于未发泡与发泡拉伸试片之拉伸强度的比较,其拉伸强度PC>PC+ABS>ABS。然而此三种材料之拉伸强度经过微细发泡成型后,随着减重比的增加而降低,这是因为减重比的增加,在制程条件方面上,主要是将预塑量降低,使气泡有更多的空间来成核成长,然而气泡的出现将取代熔胶在成型模穴中的空间,相对成品之重量均会降低,所以拉伸强度会略为降低。 依据现场实验发现,ABS、PC+ABS 与PC之减重比10%的发泡试片之断面,其气泡大小较不帄均且有大气泡之产生。由于PC 材料在10%的减重条件下,制品之结构有较严重的内泡( Internal Blisters ) 或是表面起泡( Surface Blisters)的现象,故不做机械性质与环境测试。 有了这些拉伸性能的变化规律,加工ABS、PC+ABS 以及PC 材料时,对于大多數制品,建议减重不要超过10%以上。对于本计划之三种材料而言,要求生产微细发泡且具有较佳的拉伸强度之制品,以帝人L-1225Y 之PC 材料为例,在5%的减重比制程下为最佳选择。 从图4 也得知不同减重比经过环境测试条件后对ABS、PC+ABS 以及PC 材料的拉伸强度之影响与差异性。得知此三种材料之结果皆与环测前之拉伸强度趋势相同而没有太大变化,这代表着经过发泡的成型件在环境测试后仍然有稳定的机械性质。
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org