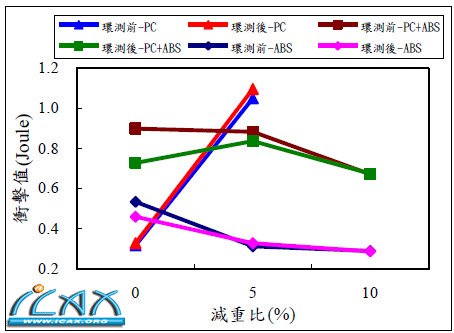
3.2 减重比对冲击试片之冲击强度的影响从图5 得知不同减重比对ABS、PC+ABS 以及PC 材料的冲击强度之影响与差异性。以0%未发泡之冲击强度而言,PC+ABS>ABS>PC,从此结果得知PC+ABS 材料拥有较高的冲击强度,PC材料最小,与微细发泡后的减重比5%与10%的冲击强度相比较,发泡后的ABS 与PC+ABS 之冲击强度均降低。以PC 之冲击强度而言,其冲击强度在5%的减重狀态下比未发泡0%之减重高达3.3 倍,作者也有针对PC 材料做相关之研究,证实PC 材料经过发泡后,其冲击值大幅增加[3]。 另一方面,依据国外研究学者的发现,微细发泡制程并不能普遍增加材料的耐冲击性,需依照不同材料之分子结构与填充物而有所不同[4]。有了ABS、PC+ABS 以及PC 材料之冲击性能的变化规律,对于本研究之三种材料而言,要求生产微细发泡且有较佳的耐冲击性之制品,以帝人L-1225Y 之PC 材料在5%的减重狀态下为最佳选择。 从图5 也得知不同减重比经过环境测试条件后对ABS、PC+ABS 以及PC 材料的冲击强度之影响与差异性。得知此ABS 与PC+ABS 两种未发泡之塑料经过环测后之冲击强度值与环测前相差很大,PC 相差则较小。PC 在发泡5%的减重狀态下,冲击强度依然比未发泡0%之减重高达3.3 倍。而此三种材料经过微细发泡后之试片不因环境测试而影响其冲击值。 由于PC 塑料在减重比10%条件下,结构有较严重的内泡与表面起泡的现象,故不在环境中作测试。综合上述之结果,得知微细发泡制品在冲击强度方面具有较稳定的机械性质。
图五 三种不同性质之材料,环测前与环测后的冲击强度(0%:未发泡;5%与10%:发泡)
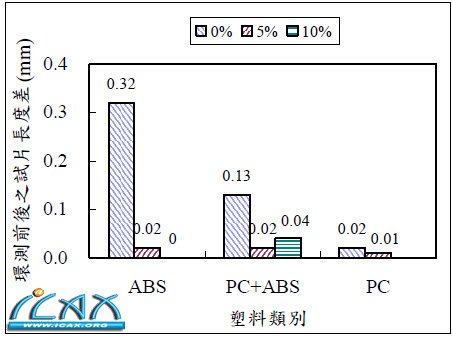
图六 三种不同性质材料之拉伸试片长度差,环测前与环测后的尺寸差异
所示,其拉伸断面有大气泡(100~200μm 之间)之产生,由于减重的增加,气体取代熔胶在模穴里成型的空间,可能会使小气泡相互合并成大气泡,然而有很多原因也会影响发泡之气泡尺寸与分布,如不同材料之物性、所添加之填充物(玻璃纤维、滑石粉与奈米黏土等)、制程条件与流道设计等。而本研究应用在此模具上之ABS、PC+ABS 与PC 三种材料,以5%的减重条件下拥有较稳定的气泡结构。 3.4 发泡与未发泡之成型试片于环境测试后其试片长度尺寸差的影响 从图6 所示,可以得知发泡与未发泡拉伸成型试片经过环测前与环测后的试片尺寸差。得知未发泡ABS 拉伸成型试片在环测前与环测后的长度尺寸差异高达0.32mm,PC+ABS 成型试片为0.13mm,PC 成型试片为0.02mm,与发泡后之成型试片相比较,发泡成型试片之尺寸差异均在0.04mm以内。 综合上述结果与图6 之趋势得知,以未发泡成型试片而言,ABS 材料的尺寸稳定性较差,PC材料的尺寸稳定性最佳,这是由于ABS 材料之分子链结构较为疏散,作者也有针对ABS 材料用于教育尺之制品做相关之研究,证实未发泡ABS 材料具有较高的翘曲与收缩量,经过发泡后,能有效大幅改善ABS 材料制品之翘曲与收缩量[5]。而PC 材料具有强而韧之特性,其分子链结构较紧密,故PC 材料经过环测前与环测后的尺寸没有任何太大的变化。以发泡成型试片而言,环测后的尺寸没有任何太大的变化,不因任何材料不同而严重影响成品尺寸之稳定性,故微细发泡制程有助于成型件之尺寸稳定性。 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org