3.5 发泡与未发泡成型试片于试片帄面上其收缩尺寸的影响 如图7 所示,发泡之拉伸成型试片的收缩尺寸比未发泡之拉伸成型试片还小,其收缩率之改善帄均在6 成以上,故本研究所生产之发泡成型试片有效解决传统射出所造成的收缩问题。由于微细发泡制程主要应用于薄件制品(厚度最小可至0.3mm),如果成型件厚度过大或是流道太长,将不利于发泡成型,可能导致成型时间加长或是造成制品缺陷等问题[6]。 3.6 Solid 与Mucell 制程上的差异性一般来讲,超臨界流体并非流体亦非气体,其黏度远低于熔胶,与熔胶混合后可大幅降低熔胶之黏度,熔胶黏度低所需射出压力也可以降低,相对所需锁模力亦可降低,如图8 所示,本实验ABS 材料之锁模力下降可达33%,PC+ABS与PC 材料下降可达24%。由于锁模力降低,模具可以用铝制造,不用钢材,而每一个成型周期作用于模具上的机械应力更低,模具的寿命也因此延长,故可降低模具的制造成本。 另一方面,气泡成长所造成的压力可以提供作为保压功能,因此射出可以不需螺杆作保压动作,故降低保压压力、缩短保压时间与冷却时间。气泡压力也可以补偿不同塑料的收缩率,所以射出件无收缩、翘曲、凹陷、变形等不良问题。 综合上述,微细发泡制程可使成型周期降低,故降低生产成本。
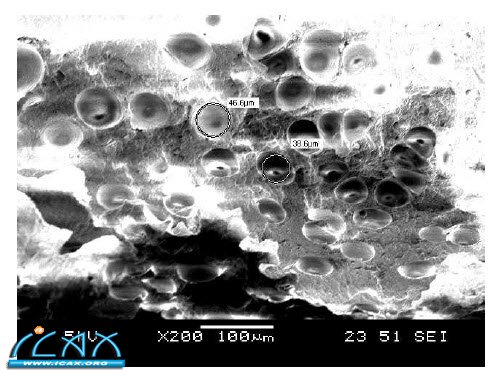
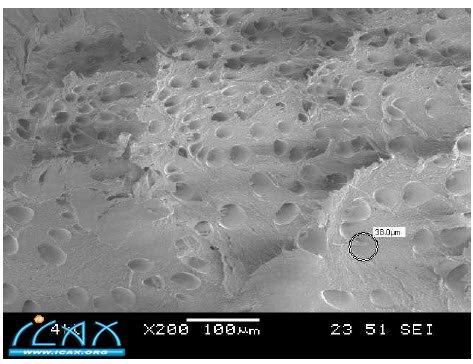
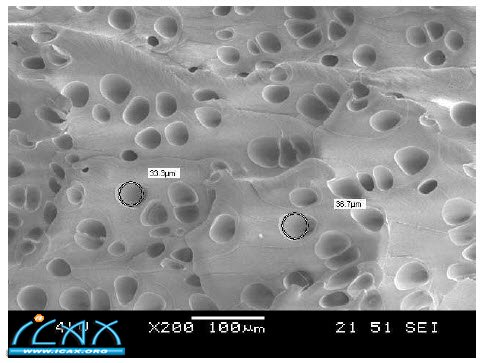
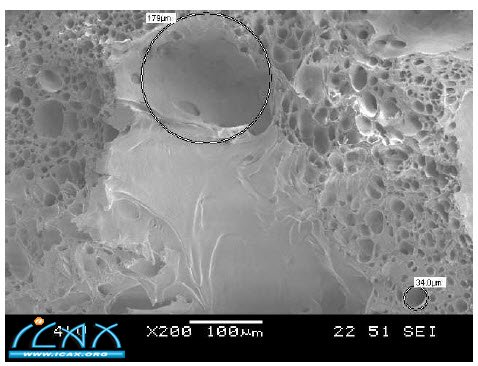
图十 PC+ABS 发泡拉伸试片(减重比5%)之SEM 微观图
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org