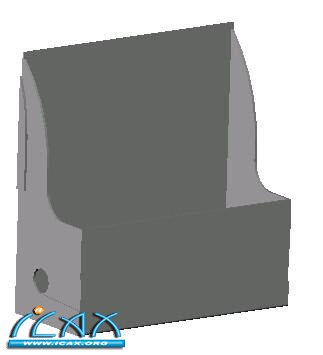
四、实例验证 本论文以软盘片储存盒底座作为实际案例 之载具,如图(三)所示。由于现阶段软盘片储存盒底座皆为塑料所制造,不仅质感差、不耐摔,且不环保,为了改善这些缺点,本论文改用镁合金AZ91D 材料制作软盘片储存盒。
图(三)铸件实体图 应用开发完成的压铸模具铸造方案设计自动化系统及人工计算方式分别针对软盘片储存盒设计切线形给料之铸造方案尺寸,并利用SOLIDWORKS 绘图软件建构3D 实体模型,比较上述两种方式之间的差异。 压铸模具铸造方案设计自动化系统的使用步骤流程,如图(四)所示。考虑铸件为两边对称,且顾虑中央区域之充填,本设计采用具三角给料区之双切线形给料形式,以利充填之进行。
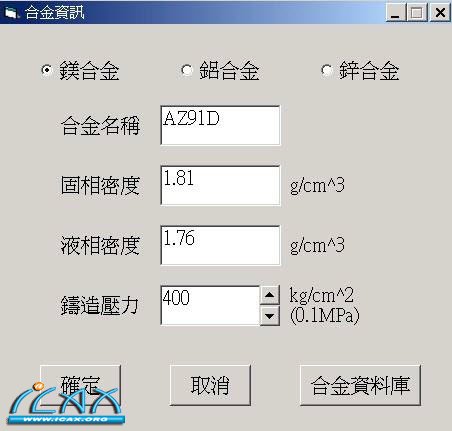
图(四)设计自动化系统使用步骤 4.1 合金信息 根据铸件使用之合金材料,使用者自行输入所需之合金信息或由合金数据库取得。本案例使用之铸件合金材料为镁合金AZ91D,直接在合金信息中分别圈选“镁合金”、材料名称“AZ91D”、固相密度“1.81 g/cm3”、液相密度“1.76g/cm3”、铸造压力“400 kg/cm2”等,如图(五)所示。
图(五)合金信息 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org