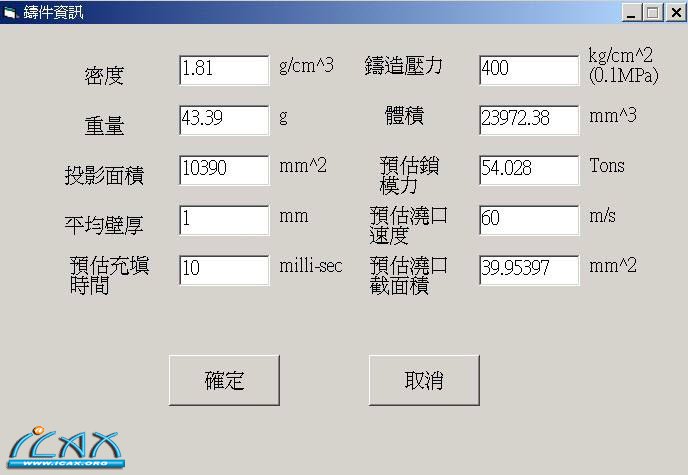
4.2 铸件信息 图(六)为本案例应用压铸模铸造方案设计系统的铸件信息,即密度1.81 g/cm3及铸造压力400 kg/cm2, 由合金信息取得。而体积23978.38 cm3 系利用设计者输入之铸件重量43.39 g 计算而得。再输入铸件之投影面积10390mm2 及平均壁厚1 mm,可分别求得预估之锁模力为50 Tons、浇口速度60 m/s、充填时间10msec、浇口截面积39.95 mm2 等资料。
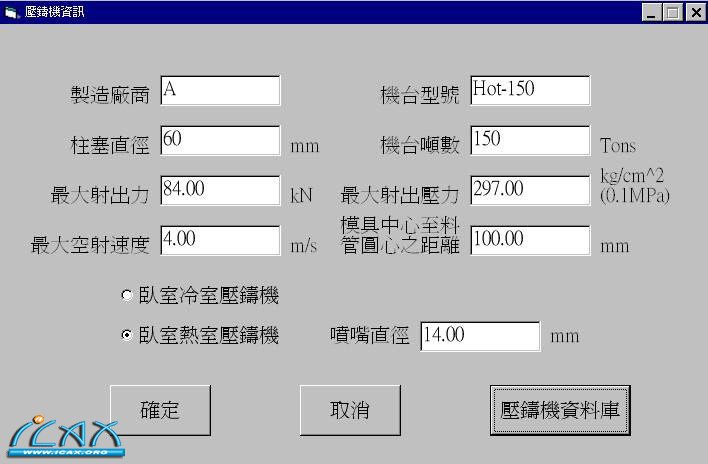
图(六)铸件信息 4.3 压铸机信息 用户根据铸件信息之锁模力选择适当的压铸机,并将压铸机数据直接输入至压铸机信息或由压铸机数据库取得。计算所得之锁模力约为50 Tons,但本案拟采用锁模力为150 Tons之热室压铸机,此情况宛如一般压铸业者在实际设计时,若遇到工厂内没有适合的压铸机可供使用索此采取之应变措施。本案例之压铸机信息包括柱塞直径60 mm、机台吨数150 Tons、最大射出力84 kN、最大射出压力297 kg/cm2、最大空射速度4 m/s、模具中心至料管圆心之距离100 mm、圈选卧式热室压铸机、喷嘴直径14mm 等资料,如图(七)所示。
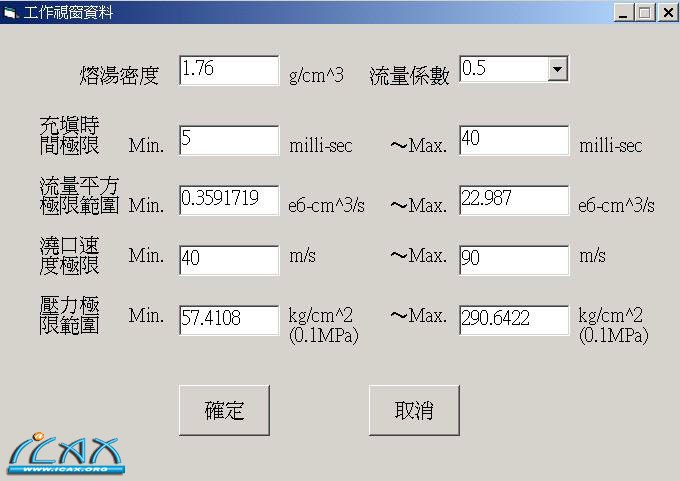
图(七)压铸机信息 4.4 工作窗口数据 每一种合金乃是不同的成分所组成,导致熔汤流动趋势及限制范围有异,本案例使用的压铸合金为镁合金AZ91D。图(八)为镁合金的工作窗口数据,即由合金信息取得之熔汤密度1.76 g/cm3;另流量系数为0.5;根据充填时间范围5 ms~40 ms,计算之流量平方范围为0.36e+6 (cm3/s)2~23e+6 (cm3/s)2;而压力范围57.41 kg/cm2~290.64 kg/cm2则是根据浇口速度范围40 m/s~90 m/s 求得。
图(八)工作窗口数据 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org