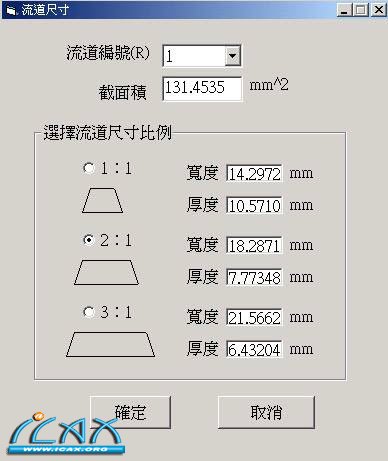
(5) 流道尺寸 根据流道截面积及给料形式选择适合的流道尺寸比例,取得流道宽度及厚度之尺寸,如图(十四)所示。为配合双切线给料形式,R1的流道尺寸比例选用2:1,其宽度及厚度分别为18.29 mm 及7.77 mm;R2 的流道尺寸比例亦是2:1,其宽度及厚度分别为16.65 mm 及7.08mm。
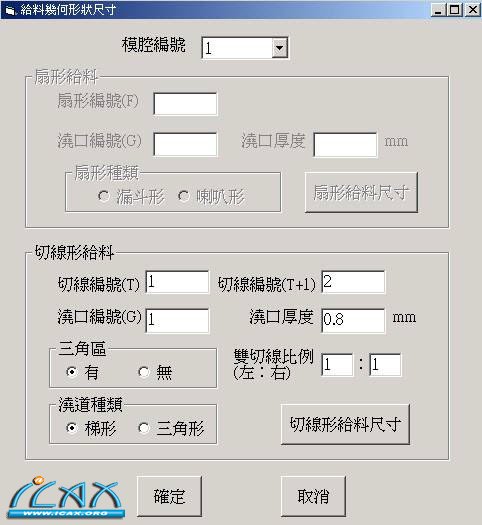
图(十四)流道尺寸 4.7 给料系统 从流径的最后一个流道到浇口称为给料系统,熔汤会受到给料系统的影响而有不一样的充填趋势,给料系统包括给料几何形状尺寸等窗体。 (1) 给料几何形状尺寸 根据流径可决定给料形式,如图(十五)所示。由于本案例采用需三角给料区之双切线给料,故浇口厚度选用0.8 mm,同时必须在三角区内勾选“有”,并确认浇道种类为梯形及双切线左右比例为1:1,然后点选切线形给料尺寸,即可获得图(十六)之各参数资料。
图(十五)给料几何形状尺寸 (2) 双切线给料 利用给料几何形状尺寸窗体的信息,分别计算双切线形给料之尺寸数据,首先依据左右两边之体积计算相关截面积之分配比例,包括左右浇口尺寸、左右流道尺寸、左右开端尺寸、左右尾端尺寸、左右缓冲区尺寸、三角给料区尺寸等资料,如图(十六)所示。
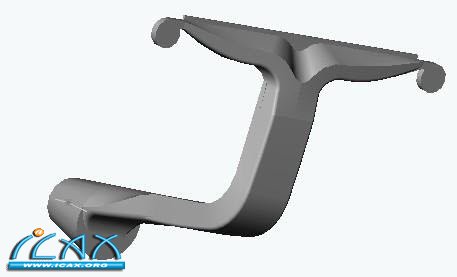
图(十六)双切线给料 4.8 铸造方案3D 模型 输出整个铸造方案之尺寸数据,提供设计者绘制铸造方案的3D 实体图。根据所得尺寸数据使用CAD 软件SOLIDWORKS 建构3D 模型,如图(十七)所示。
图(十七)铸造方案3D 实体模型图 4.9 人工设计 使用人工计算配合理论设计及压铸模铸造方案设计系统之步骤计算所需之数据,包括锁模力、PQ2 图、流道尺寸、给料尺寸等参数资料,发现PQ2图需花费2 小时以上进行计算及手绘,再加上流道尺寸及给料尺寸等数据的计算与铸造方案3D 实体模型图的绘制,快则4 小时,慢则8 小时甚至花费更久的时间才可完成整个铸造方案的设计及3D 实体模型图。 五、结果与讨论 开发完成的压铸模具铸造方案设计自动化系统与人工设计上之差异性叙述如下: 1. 资料存取:压铸模具铸造方案设计自动化系统可立即由合金数据库及压铸机数据库分别取得设计所需之合金及压铸机信息;人工设计方面则是以手动方式翻阅合金标准手册与压铸机使用说明手册或者是从整理完成之数据翻阅取得。 2. 计算机计算:压铸模具铸造方案设计自动化系统采用模块化程序及理论公式设计,结合计算机计算,仅需要数分钟即可获得铸造方案尺寸,而人工设计虽配合理论公式,但使用手动计算容易产生人为误差,且需花费数小时以上之时程。 3. 铸造方案3D 实体模型图:压铸模具铸造方案设计自动化系统可根据计算完成之铸造方案尺寸自动产生3D 实体模型图,人工设计却需花费数个小时之时间建构,且设计师与绘图师若为不同人,将会发生观念上的问题,而拉长整个设计时程。 六、结论 兹将本论文所获得之具体结果说明于后。 1. 建立完成之数据库有助压铸工作者将压铸机及材料的数据输入到计算机,便于浏览、修改和使用,不用反复去查阅书面数据。 2. 建构之铸造方案3D 模型可直接进行模流分析时所需之几何数据。 3. 压铸模具铸造方案设计自动化系统可以协助工程师计算浇口速度、充填时间及绘制PQ2图,因计算机执行计算繁琐的工作,工程师可以专注于模具方案的设计,此可降低设计时错误发生的机率。 4. 缩短模具设计花费所需之人力、时间及詴模所需次数,此有助减少压铸模具的开发时程及成本。 5. 导入知识经济概念,有助基础产业转型,创造高附加价值的模具,达到增强台湾压铸模具在国际之竞争力的目标。 联络人:庄水旺 电话:886-2-24622192 ext. 3217 电子信箱:shjuang@mail.ntou.edu.tw 七、参考文献 1. 金属工业研究发展中心 编着,模具技术手册系列—压铸模具设计手册,1998。 2. “Runner Design”, Worked Examples, The American Die Casting Institute, 1986. 3. “Runner Design”, The American Die Casting Institute, 1987. 4. “Feed Design”, The American Die Casting Institute, 1986. 5. “Feed Design”, The American Die Casting Institute, 1987. |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org