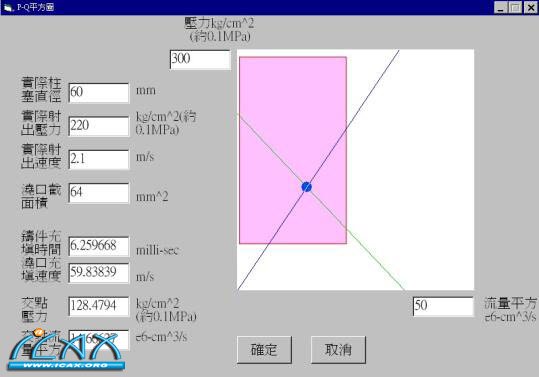
4.5 PQ2图 根据先前输入之数据,结合理论设计公式,由计算机求得压铸机射出能力线、模具流动阻力线及工作窗口,并自动绘制出PQ2 图,如图(九)所示。若压铸射出能力线和模具流动阻力线的交点不落在工作室窗内,依序调整压铸机的柱塞直径、射出压力、射出速度或与浇口截面积,使得两条曲线之交点能位于工作窗口内,即可获得最佳的浇口截面积、铸件充填时间及浇口充填速度等参数。本案例使用之柱塞直径为60 mm、射出压力为200 kg/cm2、射出速度为2.1 m/s、浇口截面积为64 mm2,程序计算所得之铸件充填时间为6.26 msec、浇口充填速度59.84 m/s。
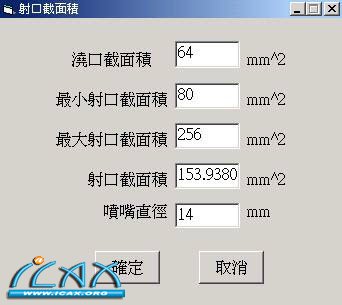
图(九)PQ2 图 4.6 流道系统 流道系统系指从起始的“射口”到给料的“浇口”为止,其包括射口截面积、模腔分割、熔汤流动路径、流径各区段截面积及流道尺寸等窗体。 (1) 射口截面积 根据PQ2 图所得之浇口截面积计算允许的射口截面积范围,如图(十)所示。本案例使用之压铸机为热室压铸机,其射口截面积即为喷嘴截面积,本案例使用的喷嘴直径为14 mm、射口截面积153.94 mm2。此射口截面积乃介于80 mm2~256 mm2的设计范围内。
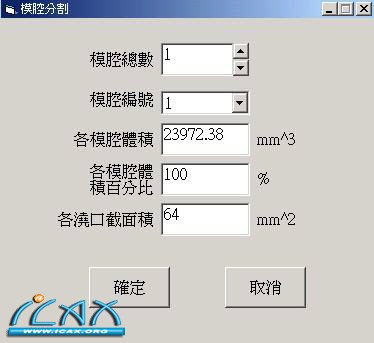
图(十)射口截面积 (2) 模腔分割 将铸件分割成几部分,以利浇口截面积分配,图(十一)为本案例之模腔分割数据,包括模腔总数1 个、模腔编号1、各模腔体积23972.38 mm3、各模腔体积百分比100 %及各浇口截面积64 mm2。
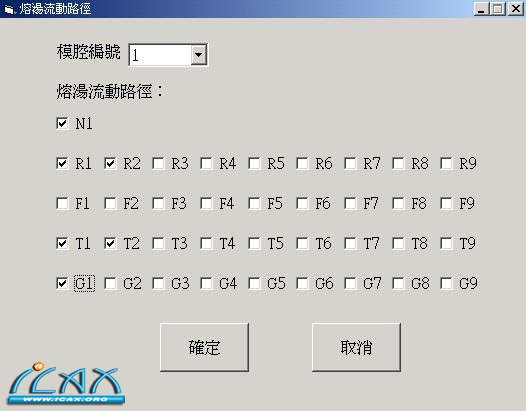
图(十一)模腔分割 (3) 熔汤流动路径 将整个铸造方案分成好几个区段,其中N为射口,R 为流道,F 及T 分别为扇形给料及切线形给料,G 为浇口。将熔汤从射口到浇口的流动路径依序勾选,本案例的熔汤流动路径为N1R1R2T1 & T2G1,选择T1 & T2 乃因本案例之铸造方案选用双切线形给料所致,如图(十二)所示。
图(十二)熔汤流动路径 (4) 流径各区段截面积 图(十三)为根据使用者选择的熔汤流动路径、射口截面积及浇口截面积所计算求得之流径各区段截面积。R1、R2、T1 & T2 的截面积分别为131.45 mm2、108.97 mm2、85.48 mm2。
图(十三)流径各区段截面积 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org