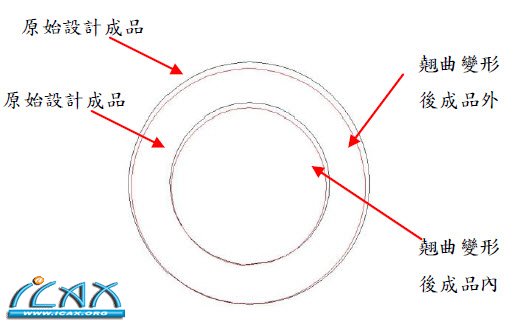
4.4 真圆度的比较 真圆度是指圆的翘曲变形量中,最大与最小值的差异即为真圆度。差异量越小,真园度越好。利用由Moldex3D 模流分析的结果,撷取翘曲变形量的TOP view 视图比较其真圆度的优异。 本文是为一模八穴之配置设计,目前将采用A1模穴,在距原始设计产品底端35mm 处进行分析探讨。利用三组流道设计的分析结果,进行真圆度比较。探讨何者较符合原始设计真圆度。如图16 为距底端35mm 处放大10 倍的产品针筒的TOP 视图,其外侧黑色廓线为原始设计产品的TOP 视图,内侧红色廓线为翘曲变形后产品的TOP 视图。
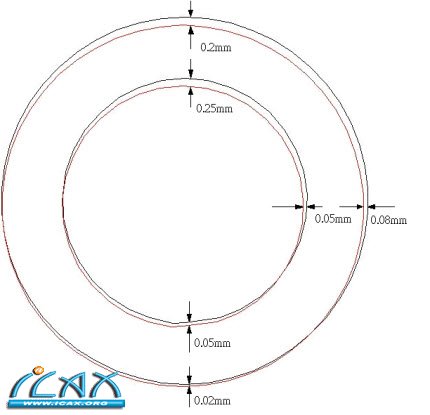
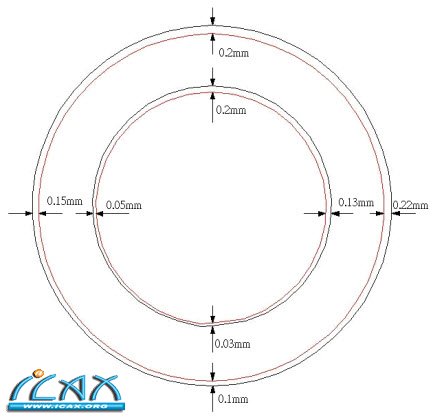
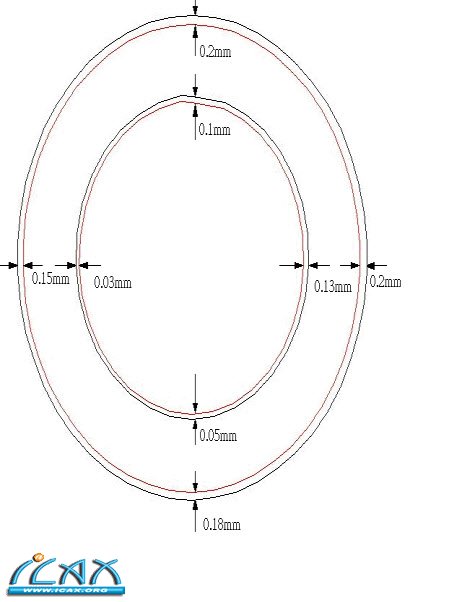
图16 真圆度比较设计示意图 图17 为几何不帄衡流道设计的A1 模穴,距原始设计产品底部35mm 处真圆度视图。图18、19 为几何帄衡流道设计I 与II 之真圆度视图。从三图当中可以清楚发现,几何不帄衡流道设计的翘曲变形较不均匀,而几何帄衡流道设计I,其翘曲变形较为均匀完善。而几何帄衡流道设计I、II 比较,从图面与数据也可得知,几何帄衡流道设计II 与原始设计较接近。
图17 非帄衡流道设计的真圆度示意图(距底部35mm 处)
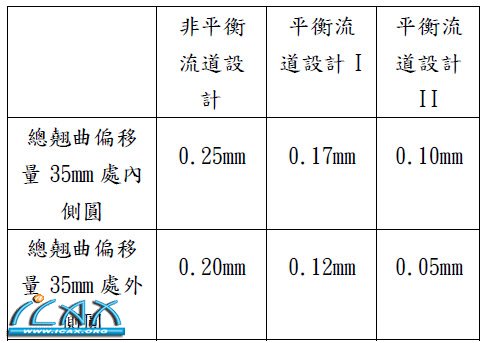
表3 为距底端35mm 处,不同帄衡流道设计的内、外侧真圆度量测数据整理。从表上可以清楚发现,几何不帄衡流道设计的翘曲变形较不均匀,其中的翘曲偏移量最大与最小值的差异最大,即真圆度最差。其次是几何帄衡流道设计I,其翘曲变形较为均匀完善。几何帄衡流道设计II 的翘曲变形最为均匀,真圆度最佳。
表3 不同流道设计的内外侧真圆度量测数据 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org