第十步-电极加工
调入模型 NC Electrodes.elt(也可以用上面设计的第一个电极练习)
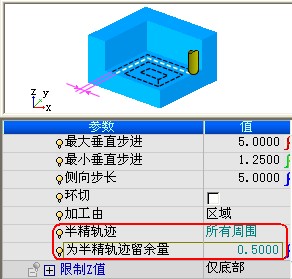
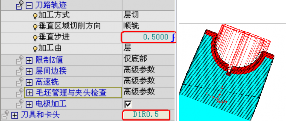
编辑第一个程序的参数,设置“半精轨迹”为“所有周围”,设置半精轨迹余 量为 0.5。 此处设置可以为精加工或半精加工留有余量 注意半精轨迹并没有走到 Z 值最小,这是因为没有足够的毛坯用来切除,加工 顺序参数可以根据以下来设置
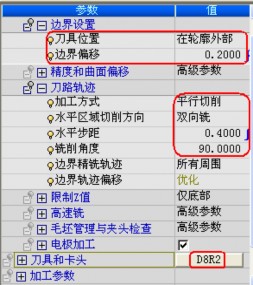
粗加工、二次开粗、根据层精加工(精铣所有或者根据角度) 要加工薄壁电极或者材料较软的零件,要获得精确的壁厚,要保证在加工的时候薄 壁不变形。 创建“精铣所有”程序 image 设置以下参数
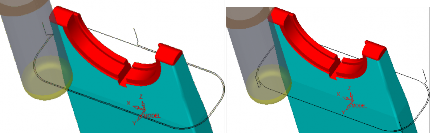
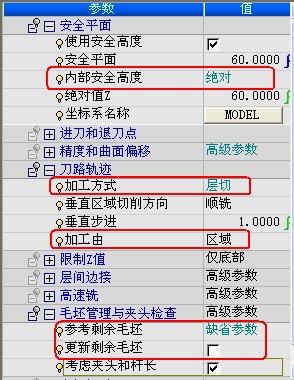
加工顺序根据区域而不是根据层。 为了减少空切,加工型芯的时候使用“区域”可以有效减少空切,减少加工时 间。
复制和粘贴最后一个程序,把“加工根据”变为根据层
根据常量层加工,刀路将会跳到别的区域在 Z 层上加工完毕之后跳回此层。
复制/粘贴最后一个程序,改变垂直切深为 0.5 刀具为 D1R0.5. 注意进给时的连刀 优化) 如果区域之间的连刀大于 2 倍刀直径,连刀将会通过安全平面参数(绝对/
粗加工、二次开粗、精加工、清根、笔式 这是电极和工件之间的放电区域。 当电极接近工件的时候,电极和工件之间会有一个放电间隙,我们称之为放电间隙, 由于电极通过电火化来切除工件,电极不需要接触工件。 复制粘贴最后一个程序,增加如下边界。
选择刀路参数并执行。
复制 / 粘贴 最后一个程序,设置下列参数并执行。
下图中可以看到对应的绿色的放电间隙刀路。
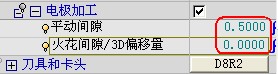
粗加工,二次开粗、精加工、清根、笔式加工 允许为电极加工创建平动间隙,不需要在实际加工中改变刀具直径
复制 / 粘贴 最后一个程序,设置下列参数并执行。
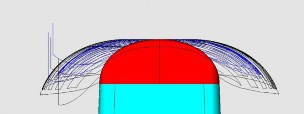
在下图中可以看到显示为蓝色的平动间隙刀路轨迹,显而易见该刀路只在 X-Y 方向偏移。
|