ΫαΙϊ”κΧ÷¬έ
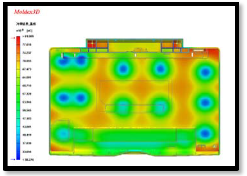
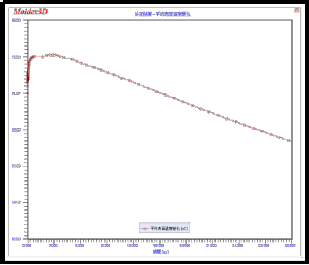
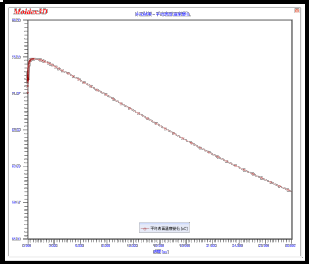
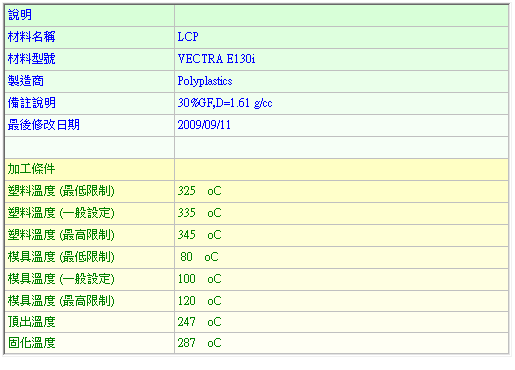
Ψ≠”…ά以Ζ÷ΈωΫαΙϊΩ…ΖΔœ÷Θ§‘≠ ΦΡΘ–Ά”…”Ύ‘Ύ ΑΦ≤έ«χ”ρΈόΖ®ΫΪΥ°¬Ζ…λ»κΘ§Ι ‘ΎΗΟ«χ”ρ”–Οςœ‘Μΐ »»œ÷œσΘ§ΉνΗΏΈ¬Ε»Ω…¥ο 93ΓφΆΦ °ΓΘΖ¥Ιέ…ηΦΤ±δΗϋ ΡΘ–Ά‘ΎœύΆ§«χ”ρœ¬Θ§“λ–ΆΥ°¬Ζ…η÷Ο‘ΎΗΟΑΦ≤έ«χ”ρΘ§ ’κΕ‘≤ΜΆ§ΒΡΨΊ–Έ«χ”ρΘ§ΥφΉ≈ΤδΆβ–ΆΒΡ±δΜ·ΫΪΥ°¬Ζ ―ΊΤδ¬÷άΣΜΖ»ΤΘ§Υυ“‘Μΐ»»œ÷œσΫœΈΣΗΡ…ΤΘ§ΗΟ«χ”ρ ΉνΗΏΈ¬Ε»ΈΣ 80ΓφΆΦ °“ΜΓΘ ±»ΫœΙΪΡΘΟφ’ϊΧεΈ¬Ε»≥Γ ±(ΆΦ °ΕΰΓΔ °»ΐ)Θ§ ‘≠ ΦΡΘ–ΆΗτΑεΥ°¬Ζ…λ»κΒΡ…νΕ»≤ΜΆ§Θ§«“ΗςΥ°¬ΖΒΡ ΦδΨύ≤Μ“ΜΘ§ΒΦ÷¬ΙΪΡΘΟφΈ¬Ε»≥ΓΈόΖ®ΜώΒΟΨυ‘»ΒΡάδ »¥–ßΙϊΓΘ¥ΥΆβΗτΑεΥ°¬ΖΧΪΩΩΫϋΡΘ―®Θ§ΒΦ÷¬ΗτΑεΥ° ¬Ζœ¬ΖΫΈ¬Ε»ΙΐΒΆΘ§‘λ≥…”κΤδΝΌΫϋ«χ”ρ”–Ϋ”Ϋϋ 50ΓφΒΡΈ¬Ε»≤νΨύΓΘ…ηΦΤ±δΗϋΡΘ–ΆΥδ±Θ”–‘≠ ΦΡΘ–ΆΒΡΥ°¬Ζ≈δ÷ΟΘ§ΒΪΩΦ¬«ΒΫ’ϊΧεΥ°¬Ζά以ΒΡΨυ‘»Θ§“ΤΕ·ΝΥΚ§”–ΗτΑεΥ°¬ΖΒΡΉι±πΘ§«““≤Βς’ϊΝΥΗτΑεΥ°¬ΖΒΡ ΗΏΕ»Θ§ΉνΚσΩ…Ω¥ΒΫΗτΑεœ¬ΖΫΈ¬Ε»”κΤδΝΌΫϋ«χ”ρΫω ”– 30ΓφΒΡΈ¬Ε»≤νΨύΓΘ ΗυΨίΤΫΨυ±μΟφΈ¬Ε»±δΜ·ΆΦ(ΆΦ °ΥΡΓΔΆΦ °Έε)Θ§ ‘Ύ 30sec ΒΡά以 ±Φδ÷°ΚσΘ§‘≠ ΦΡΘ–ΆΒΡΤΫΨυ±μΟφ Έ¬Ε»¬δ‘Ύ 65.6ΓφΘ§Εχ…ηΦΤ±δΗϋΡΘ–ΆΒΡΤΫΨυ±μΟφΈ¬ Ε»‘ρ¬δ‘Ύ 59.7ΓφΘ§±»‘≠ ΦΡΘ–ΆΦθ…ΌΝΥ 5.9ΓφΓΘΗΟ ≤ζΤΖ≤ΡΝœΈΣ ABS POLYLAC PA765Θ§ΤδΩ…ΕΞ≥ωΈ¬ Ε»‘ΦΈΣ 72ΓφΆΦ °ΝυΘ§“‘¥ΥΈ¬Ε»±»ΫœΝΫΗωΉι±πΘ§Ω… ΖΔœ÷‘≠ ΦΡΘ–Ά“ΣΫΒ÷ΝΕΞ≥ωΈ¬Ε»–ηΚΡΖ― 13secΘ§Εχ …ηΦΤ±δΗϋΉι±πΫω–η 7secΓΘ 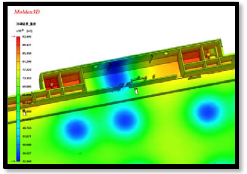 ΆΦ °‘≠ ΦΡΘ–ΆΑΦ≤έ«χ”ρΈ¬Ε»≥Γ 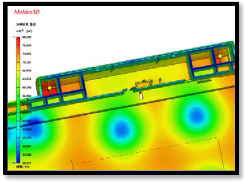 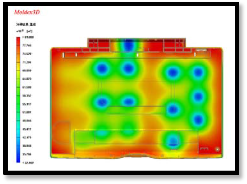 ΆΦ °“Μ…ηΦΤ±δΗϋΡΘ–ΆΑΦ≤έ«χ”ρΈ¬Ε»≥Γ ΆΦ °Εΰ‘≠ ΦΡΘ–ΆΈ¬Ε»≥ΓΘ§Κλ…Ϊ«χ”ρΈΣ 81Γφ“‘…œ«χ”ρ
|