14.2 翘曲分析结果
14.2 翘曲分析结果 单击【分析】|【开始分析】命令,程序开始分析计算。在分析计算过程中,分析日志显示冷却分析、流动分析和翘曲分析等信息。运行完成后,产生分析结果。 14.2.1 翘曲分析过程 翘曲分析的结果主要用于查看制品的翘曲量是否合理,如果不合理,就需要进行工艺参数的调整或改变产品的结构。流动分析和冷却分析在此不作讲解,请读者参考相关章节的介绍。本章主要讲解翘曲分析的结果,在方案任务栏中出现分析结果,如图14.23所示。 屏幕输出(Screen Output)是Insight进行任何分析都会出现的分析过程的屏幕显示。屏幕显示是随着分析过程的进程而进行动态显示的。用户可以从屏幕显示的信息,观察分析过程中各处参数的变化情况和分析中间结果。屏幕输出(Screen Output)如图14.24所示的翘曲分析的信息。
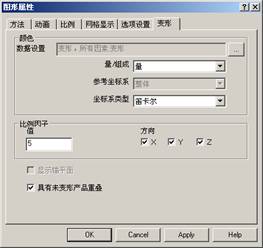
图14.23 翘曲分析结果列表 图14.24 屏幕输出-翘曲信息 翘曲(Warp)分析结果主要包括所有因素总的变形、所有因素X方向的变形、所有因素Y方向的变形、所有因素Z方向的变形、由冷却不均引起的总的变形、由冷却不均引起的X方向的变形、由冷却不均引起的Y方向的变形、由冷却不均引起的Z方向的变形、由收缩不均引起的总的变形、由收缩不均引起的X方向的变形、由收缩不均引起的Y方向的变形、由收缩不均引起的Z方向的变形、由取向因素引起的总的变形、由取向因素引起的X方向的变形、由取向因素引起的Y方向的变形、由取向因素引起的Z方向的变形等。 下面介绍翘曲分析结果,为了便于观察,不显示冷却系统: 再将图像显示的比例放大,单击【结果】|【绘图属性】命令,弹出【绘图属性】对话框,如图14.25所示。单击【变形】选项,在“比例因子值”后文本框内输入值5,将变形结果进行5倍放大。
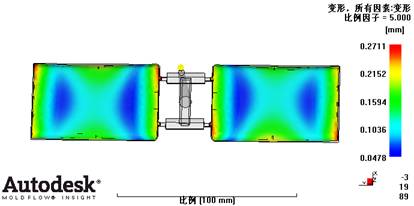
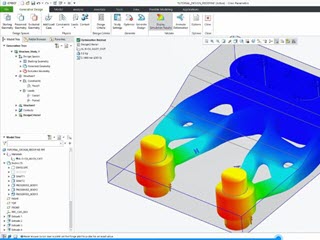
图14.25 【绘图属性】对话框 14.2.2 所有因素引起变形 所有因素总的变形的结果如图14.26所示。从所有因素总的变形的结果图中显示了变形量在模具型腔内的分布,总体翘曲量最大值为0.2711mm,发生在浇口和制品边缘。
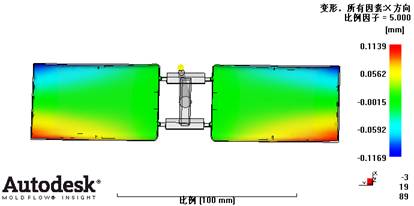
图14.26 所有因素总的变形结果 所有因素X方向的变形的结果如图14.27所示。所有因素X方向的变形的结果图显示了变形量在模具型腔内的分布,X方向的翘曲量最大值为0.1139mm,发生在制品边缘一端。
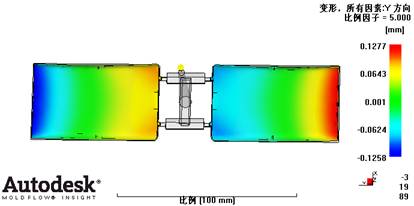
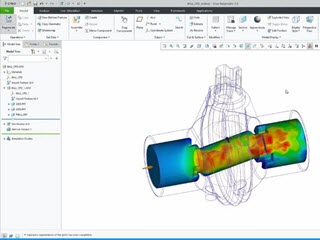
图14.27 所有因素X方向的变形结果 所有因素Y方向的变形结果如图14.28所示。所有因素Y方向的变形结果图显示了变形量在模具型腔内的分布情况。Y方向的翘曲量最大值为0.1277mm,发生在浇口和制品边缘。
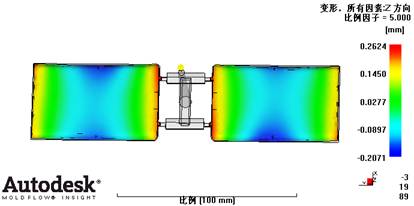
图14.28 所有因素Y方向的变形结果 所有因素Z方向的变形结果如图14.29所示。所有因素Z方向的变形结果图显示了变形量在模具型腔内的分布情况,Z方向的翘曲量最大值为0.2624mm,发生在浇口和制品边缘。
图14.29 所有因素Z方向的变形结果 |