切削层
第六步:切削层→用户定义→最大值=1 确定多深度操作的切削层。只有在刀轴与底部面垂直或者部件边界与底部面平行的情况下,才会应用切削深度参数。如果刀轴与底部面不垂直或部件边界与底部面不平行,则刀轨将仅在底部面上生成(与仅底部面相同)。切削层有五种定义方法,分别为:用户定义、仅底部面、底部面与岛的顶面、岛顶部的层、固定深度。 以下详细说明各种定义方法: 1.用户定义:用户定义允许您通过只输入数值来指定切削深度。
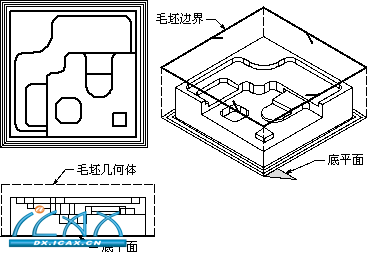
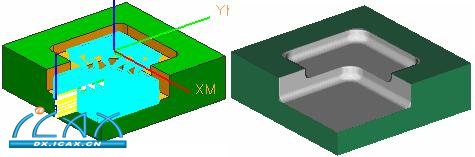
2.仅底部面:在底平面上生成单个切削层,如下图所示。
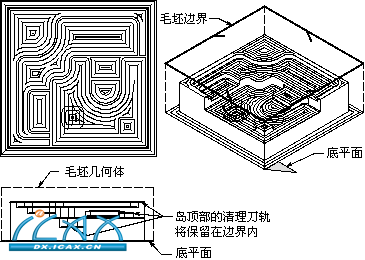
3.底部面与岛顶部:在底平面上生成单个切削层,接着在每个岛顶部生成一条清理刀轨。清理刀路仅限于每个岛的顶面,且不会切削岛边界的外侧。请注意,在下图中的俯视图中,刀轨没有在顶部互相叠加。
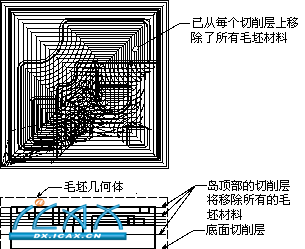
4.岛顶部的层:在每个岛的顶部生成一个平面切削层,接着在底平面生成单个切削层。与不会切削岛边界外侧的清理刀路不同的是,切削层生成的刀轨可完全移除每个平面层内的所有毛坯材料。请注意,在下图中的俯视图中,刀轨在顶部是怎样互相叠加。
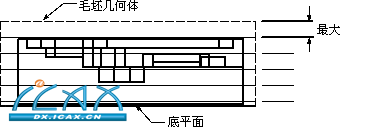
5.固定深度:可在某一恒定深度生成多个切削层。最大值指定切削深度。
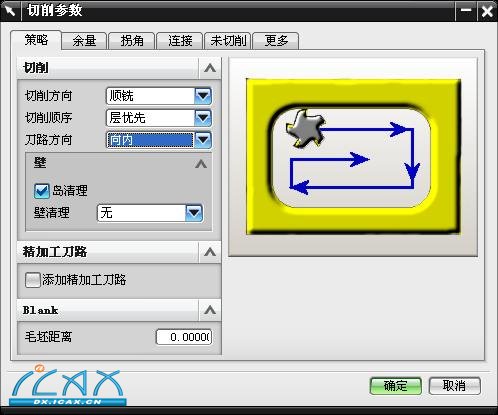
第七步:切削参数,点击图标进行编辑,将弹出图3-9所示。
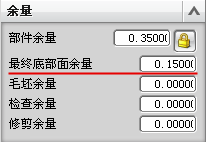
由于〖切削模式〗设置为“跟随周边”,此模型加工区域部分为开放式,固将【切削参数】对话框里的“策略”选项卡→刀路方向设置为“向内”,使得进刀位置从外面进刀。在“余量”选项卡里最终底部面余量设置为0.15,如图3-10所示。
第八步:非切削移动控制如何将多个刀轨段连接为一个操作中相连的完整刀轨;在切削运动之前、之后和之间定位刀具;可以简单到单个的进刀和退刀,或复杂到一系列定制的进刀、退刀和移刀(离开、移刀、逼近)运动,这些运动的设计目的是协调刀路之间的多个部件曲面、检查曲面和提升操作。
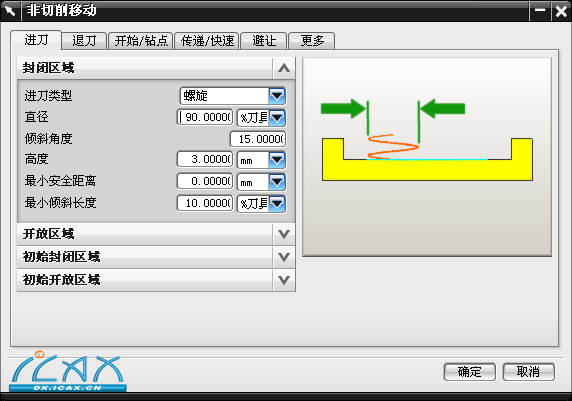
在【非切削移动】对话框里,〖进刀〗选项卡中包括有封闭区域、开放区域、初始封闭区域和初始开放区域四大类型。封闭区域是指刀具到达当前切削层之前必须切入材料中的区域。开放区域是指刀具在当前切削层可以凌空进入的区域。如图3-12所示:
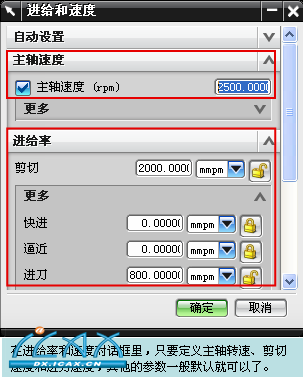
在〖封闭区域〗选项卡里,进刀类型分为:①与开放区域相同、②螺旋线、③沿形状斜进刀、④插削、⑤无。在此重点讲述螺旋线与沿形状斜进刀,螺旋线将在第一个切削运动中创建无碰撞的螺旋形进刀移动,如果在进刀时会过切部件,则不使用螺旋线;使用最小安全距离可避免使用部件/检查几何体;如果无法满足螺旋线移动的要求,则替换为具有相同参数的倾斜移动;螺旋线大小的范围是从所允许的最小值到所请求的大小。沿形状斜进刀会创建一个倾斜进刀移动,该进刀会沿第一个切削运动的形状移动;如果最小安全距离大于 0,则该形状可以按部件/检查偏置轮廓来修改。当定义〖螺旋线〗进刀时,相应的“直径”参数是用来定义螺旋线的大小,一般情况我们默认为刀具直径的50~90%;“倾斜角度”是用来控制螺旋线进刀时的夹角,一般情况默认为3~5度;“高度”是螺旋线进刀时刀具的顶点与切削层的垂直距离;“最小安全距离”指定刀具远离部件非加工区域的距离,还可以指定后备退刀倾斜离部件多远。“最小切削长度”指定进刀移动时刀具的总移动长度;主要是用来一些狭窄的区域;对于需要在前导和后置插入物间留有足够交迭部分进而防止未切削材料接触到刀具的非切削底部的插入式刀具,“最小倾斜长度”特别有用。 第九步:进给率和速度。主要是用来定义刀具切削时,主轴的转速和切削速度。点击进给率和速度图标,弹出【进给率和速度】对话框,如图3-13所示。
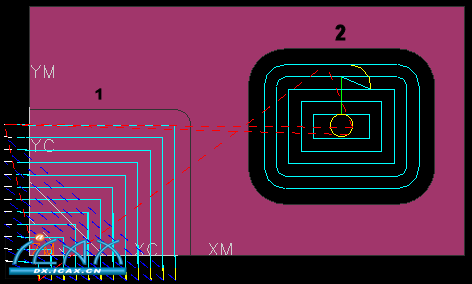
注:主轴转速与进给速度,没有绝对值,通常是靠经验值来设置。 第十步:生成刀轨。在〖操作〗选项卡里,点击生成图标,直接系统计算完成,点击【确定】按钮将完成此操作。最终生成的刀轨与作2D动态仿真如图3-14所示。
|