DFMXpress(步骤5.4-5.13)
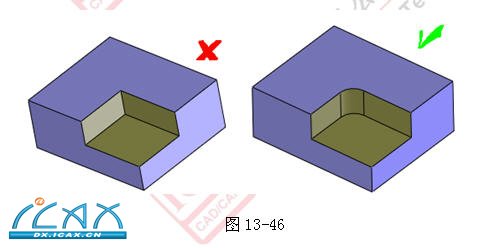
5-4 碾磨尖内角 尖内角无法通过传统碾磨工艺加工,需要采用如 EDM 之类的非传统加工工艺。如图13-46所示。
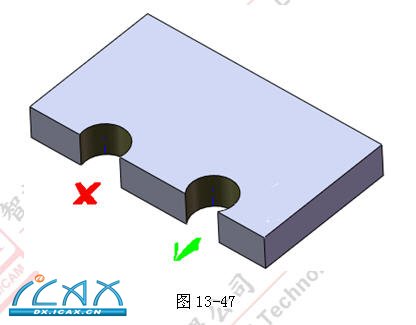
5-5 部分孔规则 在孔开在零件的界限之外时,至少 75% 的孔区域应在材料中。勿使孔轴与零件边缘斜交,否则钻头会走位。如图13-47所示。
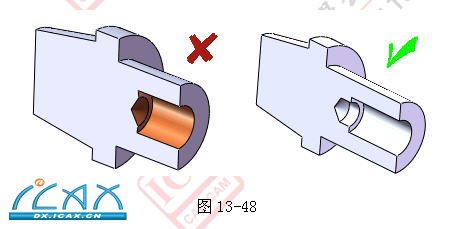
更改规则参数: 1. 单击设置。 2. 输入一个介于 1 至 100 之间的数值作为零件内孔区域的最小 %。 5-6 镗孔空隙 - 针对车削零件 为盲镗孔的底部提供空隙。如图13-48所示。
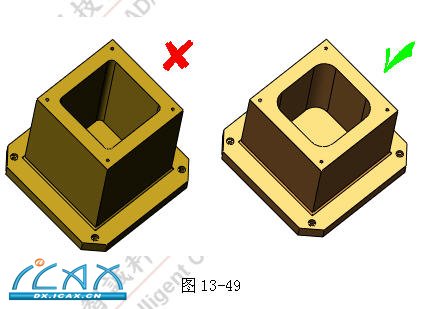
5-7 深容套/槽缝 既深又狭窄的槽缝很难加工。加工既深又狭窄的槽缝时需使用的细长端铣刀容易振动,因此很难达到严格的公差要求。如图13-49所示。 建议 • 避免具有长半径的长边角。 • 妥善设计碾磨区域,使端铣刀的长度到直径的比例不超过 3:1。 若要配置规则: 1. 单击设置。 2. 输入一个等于或大于 1.0 的数值作为磨具深度到直径比率。
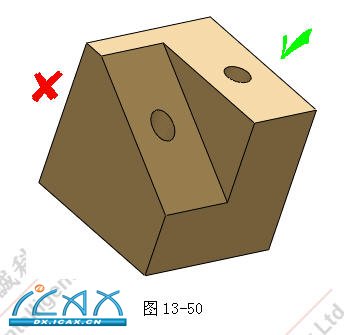
5-8 孔入口/出口曲面 钻孔的入口和出口曲面应与孔轴垂直。 当钻尖所接触的曲面不与钻孔轴垂直时,钻尖会走位。出口孔周围的出口毛边将不均匀,这将使毛边难于清除。如图13-50。
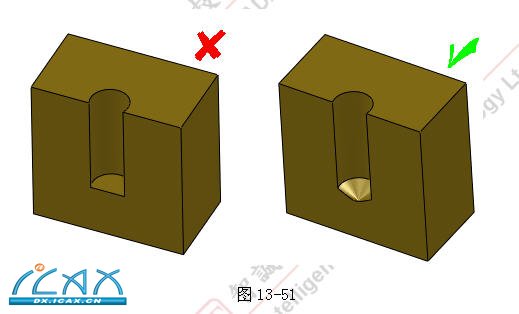
5-9 平底孔 盲孔应为锥底形状而非平底形状。平底孔在进行铰孔等操作时可引起问题。使用标准旋转钻孔生成锥底孔。底部角度应符合标准钻头的角度。如图13-51所示。
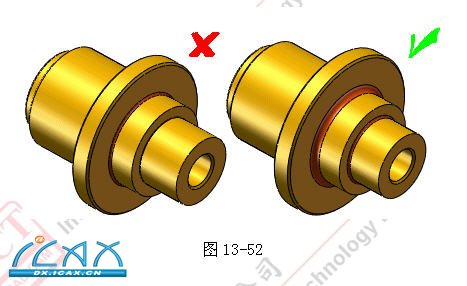
5-10 最小边角半径 - 针对车削零件 避免尖内角。提供一个足够大的内部半径来容纳顶端半径较大的工具,这样工具较不容易折断。 垂直于非加工(如铸造)曲面的折转曲面可能引起毛边。如图13-52所示。
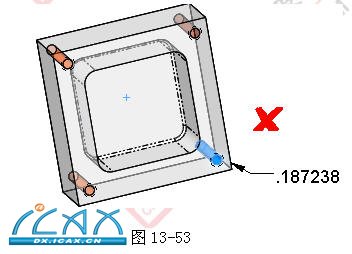
若要配置该规则: 1. 单击设置。 2. 输入一个大于或等于 0.02 的数值作为最小边角半径 (车削零件)。 5-11 符合标准钻孔大小 为孔指定标准工具头大小。不常见的孔大小会增加制造成本。如图13-53所示。
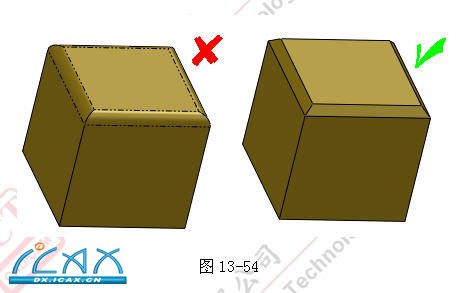
5-12 外边线上的圆角 对于外部边角,倒角优先于圆角。 外部圆角需要使用铲齿铣刀及精密设置,两者均很昂贵。即便是使用滚珠端铣刀,将圆角融合到已有曲面的制造费用也很昂贵。获得外观良好得融合效果代价很昂贵。如图13-54所示。
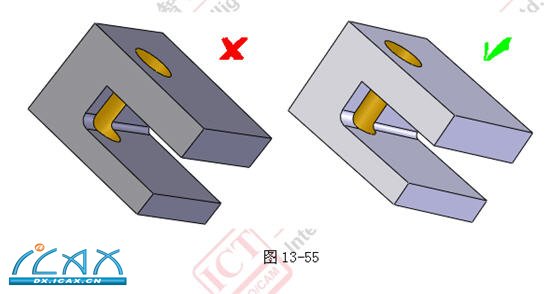
5-13 孔与型腔相交 钻孔不应与型腔相交。如果不可避免,钻孔轴应位于型腔之外。如图13-55所示。
|