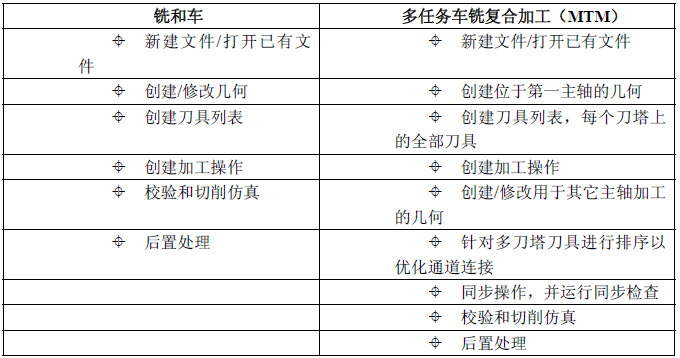
第一章:绪论 简介 多任务车铣复合加工(MTM)即为那些用于定义、创建和加工多刀塔多主轴机床的零 件加工方式。这个系统允许多个主轴,刀塔和运动轴的协调同步运动。能完成这类加工的机 床类型包括有含有多轴(4 轴或更多轴数)加工的车铣机床,多个零件同步加工的复合机床 和瑞士制机床。 为什么叫“多任务车铣复合加工(MTM)”(Multi-Task Machining)?传统的 2 轴车床 和 3 轴铣床同时只能做一项任务(如换刀,切削加工等)。而多任务车铣复合加工(MTM) 则是由此发展而来,同时可进行两项或多项任务,且这期间的多项任务之间的控制切换均可 通过机床自动控制,而无须手工干预。 MTM是GibbsCAM车削的附加功能。也可以应用到GibbsCAM的其它模块。铣削模块需 要车/铣功能,旋转铣削操作需要4轴联动功能,高级坐标系统需要5轴定位功能。 在使用MTM之前,你应当熟练掌握GibbsCAM的车和铣加工。也就是说,在使用 MTM之前,你最起码应当读过几何创建和车削文档。在MTM中,涉及了其它一些功能 的使用。 特征预览 GibbsCAM 多任务车铣复合加工(MTM)功能包含机床定义,准确的循环时间计算, 对多主轴多通道编程的完善支持,切削零件仿真,程序优化,支持功能操作和定制化后置系 统等。还包括: 每一个多任务车铣复合加工(MTM)机床均是完全定义的 每一个机床均有其机床定义文档(MDD)完整描述,包括其结构和尺寸。 程序编程界面同标准的车削编程界面相同。 所有的主轴,坐标系统和对应的几何体素均可方便控制,如显示和隐藏。 拖拽和放置相关刀具块到关联的刀塔和在其上的位置。 功能操作也包含完整的运行时间控制和仿真。 操作的同步管理 针对多通道同步程序的真实时间,其中包括换刀时间的间隙控制等。 相互关联的刀具和操作改变。 1. 进给和速率改变的交互作用。 2. 能够对操作运行时间,操作/轴的顺序调整,刀塔位置的分配进行优 化。 点击鼠标即可实现同步的插入和移除 点击鼠标即可控制主轴的转速。 实时更新所有最新变更。 非常准确的时间计算:快速移动,CSS 运行时间,自由轴的快速进给时间, 刀塔,锁紧,定位和松开时间等。 实时的同步切削零件仿真,支持多重主轴和刀具系统 铣削支持Y轴和B轴功能。 无需手工后续编辑的完整后置处理系统。 多任务车铣复合加工(MTM)流程 多任务车铣复合加工(MTM)本质上和GibbsCAM的其它加工类型没有差别,仅仅是 多任务车铣复合加工(MTM)拥有更多的功能和辅助特征。总的一些编程原则均是一样, 如创建一个零件需先建立一个文件;创建一个加工程序之前需先有加工几何;创建加工工序 需先创建所用刀具;最后加工操作需进行后置处理才能传递到机床控制系统中。GibbsCAM 的铣和车与多任务车铣复合加工(MTM)的工作流程如下:
|