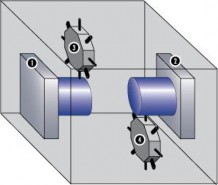
第五章:多任务车铣复合加工(MTM) 这章讨论多任务车铣复合加工(MTM)和 GibbsCAM 产品中的其余模块之间的不同之 处。这种方法和基本的车或车铣复合没有什么不一样的地方:一把刀具一个加工策略,选中 几何就可以产生程序。事实上程序都是相同的。然而,同简单的车削相比,在 MTM 中有很 多更详细的操作。MTM 细节将在下面章节中作详细介绍。 MTM 可以做什么呢? MTM 可以做很多类型的加工。包括车、铣、车铣复合 (Y-轴), 轴类旋转体 (A-, B- 和 C- 轴功能)。 这些都取决于你的机器能力。如果你的机器支持这些功能并且有 MDD 支持,那 么 MTM 就支持这些功能。多任务车铣复合加工(MTM)基本功能支持单主轴多刀塔的同 步切削。
同步加工的例子 MTM功能还支持多主轴和多刀塔。包括瑞士制走心切割。
MTM 也支持更高级加工, 例如3个主轴的机床。
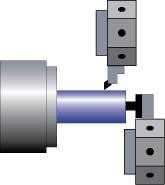
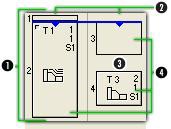
三个主轴设置 MTM 加工 创建多任务车铣复合加工(MTM)操作不同于车和车铣复合操作。是什么控制 MTM 多刀塔多主轴上的协同工作。这是通过刀具定义主轴设置和同步操作来控制的。 创建程序时推荐使用这种方式, 实际操作的时候刀具在哪个刀塔上和同步刀具组都被 忽略直到程序操作完成。然后在同步管理操作中进行可视化操作。 在多任务车铣复合加工(MTM)中你有许多专业的术语需要熟悉和掌握.它包含了 “通 道,” 什么是“刀具组” 以及不同类型的同步关系 关键术语 在 MTM 中有许多关键术语:通道,刀具组和同步操作。 通道 多任务车铣复合加工(MTM)有很多通道。代表性的是一个刀塔就是一个通道。许多 机械制造商会涉及到 “通道” 和“程序组”。 一个通道代表你的机床将能执行的动作。一些 机床要求每个通道需要的文件都是不一样的 ,甚至其他的通道组合就需要一个文件。 一个通道相当于一个 CNC 程序。铣是单通道程序,简单的车是单通道程序,只有一个 刀具移动或切削运动,相同时间内一个单一的运动的特点就是单通道。当两个刀具移动并在 相同时间内切削动作,这个程序运动就叫双通道。例如,如果一个车有两个相对独立可编程 的刀塔可以同时切削动作, 每个程序将需要一个通道或两个通道。一般来说一个通道一个刀 具组, 但是也有例外。通常的,每个组的每个通道都可以在相同时间内切削。 刀具组 一个刀具组就是一个刀塔。这些刀具不需要在相同的一组中相互依赖。关键点是同一时 间只会有一把刀会被使用。刀具群组的数量取决于多任务机床的通道数量。 下图表示单刀 塔单通道机床:
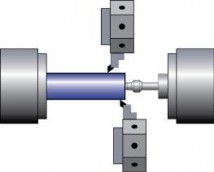
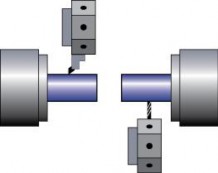
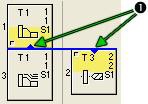
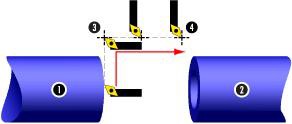
单刀塔, 单通道设置。 下图两个例子表示双通道。这只是多通道中的两个例子。
1. 主轴1 2. 主轴2 3. 刀具组1 4. 刀具组2 同步功能
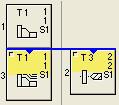
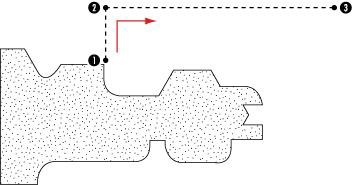
同步功能是一个通道运动到一定位置等待其它通道的动作。 一旦同步刀具组运动到定 义加工位置又会重新开始同步运动。有三种类型同步:操作同步, 行程同步和系统同步。操 作同步和行程同步是由有使用者在同步控制器中可以控制的。 同步控制将在这章稍后做详 细介绍。 1、 同步时间控制 2、 一列代表一通道 3、 操作之间运动间隙 4、 程序块比例 操作同步 操作同步是程序之间交互动作的同步控制。 操作同步应用于不同通道之间,一个通道 等待其它通道操作的开始或者结束。操作同步通过蓝色显示。箭头显示一个操作和其它操作 同步过程。你可以同步一个操作的开始或结束到其它操作的开始和结束。
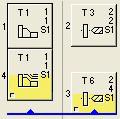
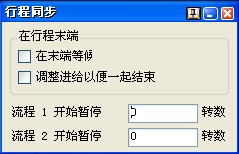
1. 箭头指示的操作就是同步操作 行程同步 在行程同步中, 每个行程中的刀具都将和其它通道中的刀具相互配合。外径车削和内径 车削可以同时进行。行程同步如下图显示。有三种方式控制行程同步,具体可以通过行程同 步对话框控制。当行程同步被应用时就可以打开对话框。
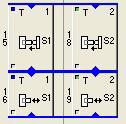
系统同步 系统同步应用于程序操作中并可以在同步对话框中看到, 蓝色显示。系统同步创建于通 道之间,必须相互运动或者参与其它通道工作中。这在系统中自动创建很方便。下图显示一 系列的单一操作自动同步过程。
瑞士风格部分 在 MTM 系统中,瑞士机床零件显示是固定的。零件在显示中是不动的,甚至通过零件 移动编程。这是因为零件中心补偿不是刀具中心也不是机床中心。 零件不动,刀具围绕零 件运动改变。 安全平面 MTM 的使用和车削模块相同的安全平面模式。零件安全平面参考零件移动的安全数据。 零件安全平面要么取决于自动余隙的设置要么取决于零件 CP1 的设置。 我们需要在得到 更多 MTM 的安全平面的信息之前需要有一个快速预览的技术。这里有三个安全位置设定。 CP1 主安全平面由文档控制。这个位置是刀具将快速到达以及刀具换刀时需要到达的位置, 例如从外径到面的操作。 CP2 进入安全平面的开始点位置,在编程对话框设置。 CP3 退出安全平面的开始点位置,在编程对话框设置。 当自动余隙被激活时系统将会自动用余隙值计算一个恒定距离和越穿过当前毛坯位置 的值。 自动余隙完全取代 CP1, CP2 和 CP3 的设置。 移动操作 在安全平面位置 (CP1 或之前的位置 CP3)涉及到操作的开始点。第一个移动是从操作 开始点 CP2 接着到达程序开始点(SP) 。最后程序运行到结束点(EP)。 一旦到结束点刀具 将会移动到安全平面的位置(CP3).。我们叫它操作结束的位置。 交互之间移动操作 交互之间移动操作有两种情况,一种是换刀情况下,一种是不换刀情况下。具体细节将在 下面章节中概括。 相同刀具交互之间移动操作
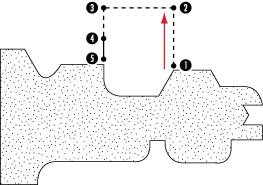
如果最后一个操作和下一个操作在零件的相同侧 (+X OD to +X OD),刀具将会快速运 动到 CP3 位置点, 运动过新的开始点然后快速到达 CP2 位置点。 1、 Op1 结束点 2、 Op2 安全平面 3、 Op2、Op1 安全 平面 4、 Op2 安全平面 2 5、 Op2 开始点 如果操作不在相同侧, 刀具将会退回到零件安全平面位置 (CP1),移动所有的轨迹到下 个操作的开始点 Xd 的值, 接着快速移动到新的安全平面点最终到达新的操作的开始点。 1、 Op1 结束 点
2、 径向安全 平面 1Xd 3、 安全平面 1 4、 Z 向安全平 面 1Z 5、 Op2 安全 平面 2 6、 Op2 开始 点 换刀交互移动操作 当下一个操作使用不同的刀具, 刀具将快速移动出零件安全平面的位置, 并且环绕到合 适的退刀点。由于副主轴可能有零件在上面,所以快速退出时先移动 X 再移动 Z 到达最高 安全位置。当刀具到达换刀位置, 将进行换刀。
1、 Op1 结束 点 2、 径向安全 平面值 3、 换刀位置 从操作1的位置移动到换刀位置
1、 换刀位置 2、 安全平面 1 3、 Z 向安全平面 1, 操作 2 安全平面 Xd 向值 4、Op2 安全平面 2 5、Op2 开始点 从换刀位置移动到操作2 公用操作有个例外情况,这个规则是针对许多公用刀具不移动刀具而言。公用操作没有 刀具在此之前产生作用,而是在程序结束后起作用。公用操作可移动刀具 (e.g. 加载主轴或定 位刀塔),许多这些交互操作需要考虑零件安全平面。不同于绕轴旋转, 交互操作移动是简单 的 “移出” (+X) 或者是 “越过” (Z)。 交换主轴 当刀具组从一个主轴移动到另一个主轴时都经过两个标准的换刀位置。 因此, 一把刀 需退到换刀的标准位置,快速移动到其它的主轴,然后再移动主轴。如果必需换刀,刀具将 在的一个主轴的换刀位置换刀。
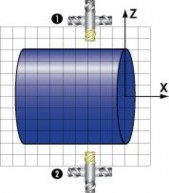
1、 主轴 1 2、 主轴 2 3、 标准换刀位置――此处 重复换刀 4、 标准换刀位 坐标系统和数值输入
系统有两种坐标系统。零件坐标系 (每个轴都有) 和轴坐标系统。零件坐标系适用于工 作空间。两个坐标系唯一不同的是 Z 的零点位置不同。MDD 的值是输入的主轴坐标系的值 并且通过 post 创建, 不会随着新的零件而改变。输入数据的关键是了解坐标系统的方向。 所有输入到零件坐标系统的值, +X 表示在轴心的上方,-X 表示在轴心的下方。
程序对话框 对话框 X 的输入值不是坐标系统的极性,而是刀具的极性。切削运动大多在刀具侧执 行。+X 位置刀具加工+X 方向材料 , -X 位置刀具加工-X 方向材料。 刀具 规定允许用户改变刀具切削方向或切换刀具到不同的刀塔和转化刀片 X 方向且不需重 运算。也可以移动刀具从正方向到负方向,然后重新计算。在 “刀具方向” X 针对 OD 工作,
+X 移动刀具远离零件, X- 切入零件。 1、正向靠近 2、负向靠近 车削和铣削操作基本相同。 车削程序对话框输入刀具 X 值, +X 值是刀具距轴心的距离,不管是在零件上 方还是在下方。 铣削程序深度值+ 是指向刀具侧。 公用操作数据 X 数值在公用操作中是基于工件坐标系,而不是基于刀具方向。X- 负向位置输入 X-. 对话框中有一个刀具箭头图标,此位置输入刀具 X 的数值具有极值。 这仅在移动刀具 组的公用操作中发生且刀具可以移动而无需重新计算。公用操作不需要自动转换刀具重定义, 但也有例外。这个例外就是移动刀具组自定义 X 值时显示 “刀具方向”的图标。这个 X 值 是刀具方向的值,并且将会自动重新定义刀具。
|