ATOS系统主要是由光栅投影设备及两个工业级的CCD Camera所构成,其原理就如同人类的双眼,藉由光栅投影在待测物面上,并加以粗细变化及位移以形成编码及相位移信息,配合CCD Camera将所撷取的数字影像透过计算机运算处理,即可得知待测物的3D外型。 而依照不同型号的测头,单一比量测数据最多可从影像当中撷取出80万、140万、200万及400万点。而单一笔的量测数据计算出来之后,藉由标签点来定位,经计算机运算后会自动定位回去,简单说就像3D的拼图一般,把一个对象完整的拼凑出来,当整个对象量测完成之后,所有的点群加总后便是真实物体的外形,再藉由运算 整合成单一完整三角网格数字模型(STL格式)。 ATOS校正原理 ATOS的量测原理是建立在双眼的理论基础 上,在此基础上,使用者方可自行校正以随时确保ATOS的精度。而对于双CCD的几何位置及镜头校正工作,是使用具有目标点的校正板来做校正,而其上的目标点距离为己知,校正时是将校正板放置在量测范围中不同的位置和不同的角度,校正完后,计算机便可计算出两个CCD在空间中的相对位置及角度,并可得知量测的距离以及待测物的实际尺寸,如图2所示。校正的目的最主要有两项,一是随时确保ATOS精度,二是透过校正,ATOS可以更换不同的量测范围,ATOS随时都具备了高度量测弹性。
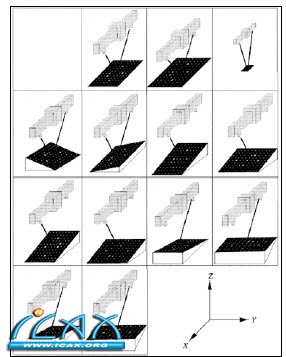
校正完成之后,便可以开始来量测物体表面的点数据出来。量测时共有13张的光栅会投影在物体表面上,其中的后6张称之为编码光栅,目地在于将量测范围加以二进制编码,也就是说以光线的明暗代表0与1,后一张的光栅均比前一张光栅的宽度大一倍,在投影完编码用的6张光栅之后,整个量测区域被区分为64个小区域,每个区域都有其唯一的编码,如图3所示。
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org