二氧化钛喷涂系统 当工件表面状况为透明或高反光亮面时,因光学量测的特性,当光栅投影在对象表面时会发生穿透或是反射回光源方向,遇到此状况时会在工件的表面上喷涂一层二氧化钛粉末,二氧化钛粉(TiO2)由于其颜色及高折射率的特性,当以薄膜形式覆盖于工件表面时,会形成一层消光层,使得光线穿透二氧化钛粉薄膜层时会发生散射而不直接反射回光源方向,因此喷涂在高反光面的工件表面时,能够消除掉反光的现象。
图14 喷涂示意图
四、实际模具加工产业应用 射出模具的质量管理应用3D光学式扫描技术能够在试模的过程中快速的测定射出件关键尺寸位置,有效率的找到问题发生的位置以便得到修模所需的信息。 目前国际上以这样的方式在进行的:Braun, Bosch,Nokia, Bang & Olufsen, Sony Ericsson,Volkswagen, Green Point…等等。 ATOS 光学式3D扫描系统是一套高弹性及高移动性的扫描设备。藉由ATOS 扫描得到大量的点群数据,代替传统接触式单点数据,所以被测物整体的尺寸都完整的且精准的被截取下来,而ATOS所量测到大量精准的3D点群数据,再与标准工件或是3D图档做比对分析,最后再输出完整的检测报告。ATOS目前在好几种不同的模具开发上使用,如:塑料射出、发泡成型,吹塑成型…等,因为ATOS量测出来的数据准确性高,量测速度快,在试模过程中时间是分秒必争的,所以快速且精准的数据让整个试模过程或是模具验证过程能有效的大量缩短时间,图16为ATOS测量示意图。
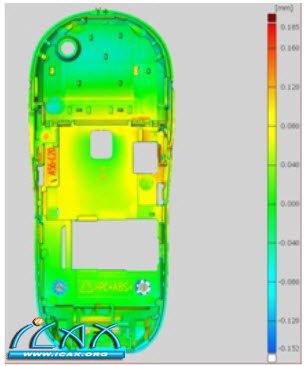
图16 ATOS测量系统 ATOS 3D扫描系统广泛的被应用于全球的塑料射出模具产业,最主要的就是检测对象外型及尺寸。检测分析过程中,以3D全局色彩误差分析比传统的方检测方式更快更有效率的检测被测物。特别是在被测物的翘曲及缩水,这两种问题在以往是比较难以以一个有效的方式来呈现,现在透过3D全局色彩误差分析方式,让翘曲与缩水有效快速的呈现出来并可将变形或缩水误差量化,进而改善成型条件。比较典型的检测工具就是透过色彩图来表述误差的情况,另外还有许多的工具用于测定被测物本身的误差。 1. 面型误差分析比对 只要透过不同颜色的方式来呈现被测物的误差情况,使用者可以很快速的掌握到被测物问题的重点,节省分析的时间,图17为塑料产品射出成形后,经由测量后取得数据点,再与原始CAD档案进行外型迭合,所产生的色彩误差图。
图17 塑料射出产品色彩误差图 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org