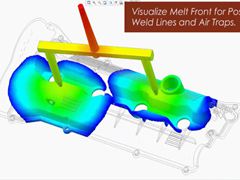
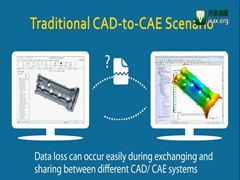
近年来,急冷急热模温控制技术的应用迅速在业界窜起,急冷急热模温控制技术具备模具表面瞬间加热及快速冷却的特点,藉由模具温度的快速切换,可确实改善充填阶段塑料的流动性,并能有效改善产品外观不良问题,在合理的生产周期时间内,快速提升产品质量。 急冷急热模温控制技术为可变模温的技术的一种,其他动态式的可变模温技术如:感应加热射出成型(IHM)和超高温模具温度控制技术(E- Mold)…等等。这些新颖技术中,有些是从整个模座内部加热,有些是从模具表面加热。但在实际的生产现场,模具温度的控制机制却十分复杂。因此,如何操作及管控这些可变模温技术是射出成型的一大挑战。 世界领导模流分析软件Moldex3D 可以协助模拟及验证变模温成型技术,以下为使用Moldex3D模拟变模温射出成型制程的应用案例:图一(a)是传统射出成型冷却水路,(b)是蒸汽式加热的冷却水路, 图二则是这两个不同成型技术的时间历程图。传统射出成型水路设计(a) 在公模面及母模面的水温设定在80℃,冷却时间和周期时间分别为10.7秒和19.2秒。图二(b) 急冷急热模温控制技术制程技术则是在公模面设定80℃温度,而为了让模具表面温度达到150℃,蒸气必须达到180℃才能足以将母模面加热,冷却时间和周期时间分别为25和 58.5秒。  图一 (a)传统射出成型冷却水路  图一 (b)蒸汽式加热的冷却水路  传统射出成型冷却水路  蒸汽式加热的冷却水路 图二 两种不同成型技术之时间历程图比较 透过Moldex3D 真实三维瞬时热传模拟技术,使用者能精准掌握制程中特定时间点的温度分布,图三显示上述案例在充填阶段的模温剖面分布情形,除此之外,还可以观察到急冷急热模温控制技术制程在充填结束时,结合线发生区域的温度明显提高(见下表一),益于改善产品外观不良现象。  图三 充填起始,(左)传统射出和 (右)急冷急热模温控制技术两种不同技术之模温比较图
Moldex3D提供各种模具快速加热和冷却情形完整的模拟分析工具,藉由预测三维的瞬时温度分布,用户可以预测变模温技术的成效,并可在实际生产模具前,提早预测潜在成型问题。在这里也介绍一篇相关论文「变模温控制之下温度变化特性」,对如何掌握最佳变模温制程有更深入的探讨,供读者做延伸阅读,更多其他信息请至Moldex3D官网网站或直接填写咨询窗体与我们联系。关于如何在Moldex3D中设定变模温分析,请点此阅读本期的产品技巧 |