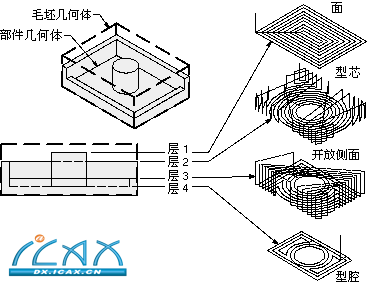
创建平面铣粗加工操作 -定义毛坯边界1
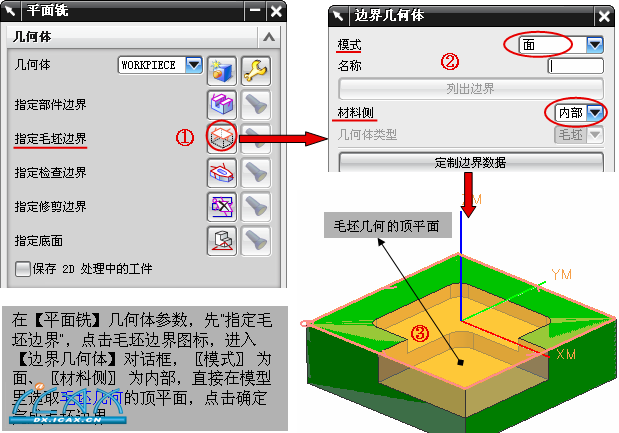
第一步:定义此模型的最大加工范围。由于此模型部件加工的区域是开放式的,所以我们要用毛坯边界去定义加工区域,如图3-3所示。(注:毛坯边界→材料侧→被切削部分)
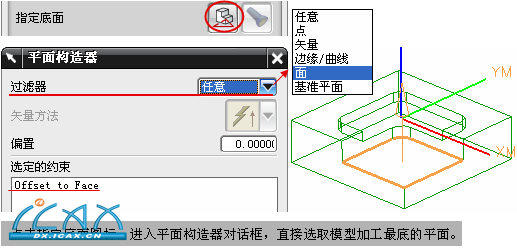
第二步:指定底面。要定义加工最深的位置,所以要指定底面,如图3-4所示.。
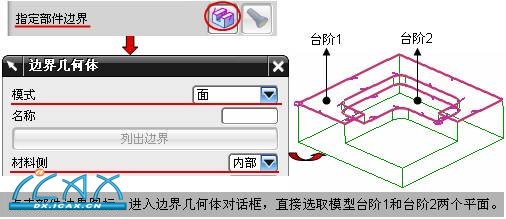
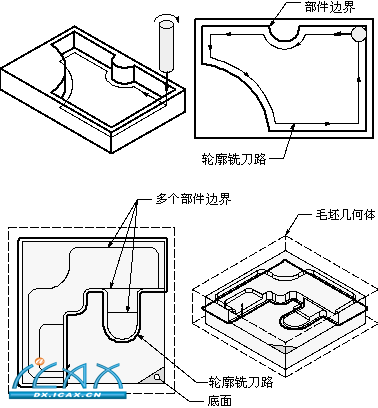
第三步:设定部件边界。由于最大的加工范围是用毛坯边界来定义的,所以会把模型的台阶也铣掉了,因此要用部件边界来保留出来,所以材料侧为内部。如图3-5所示。
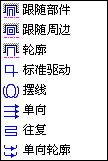
第四步:在〖刀轨设置〗选项里,定义“切削模式”设定为‘跟随周边’。不同的切削模式在切削参数里有相应的选项。所有的切削模式如图3-6所示。下面将详细分析各切削模式。
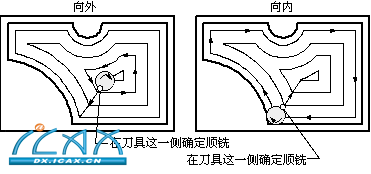
2. 跟随周边:跟随周边创建的切削模式可生成一系列沿切削区域轮廓的同心刀路;通过偏置该区域的边缘环可以生成这种切削模式。通过使刀具在步进过程中不断地进刀而使切削移动达到最大程度。除了将切削方向指定为“顺铣”或“逆铣”外,还必须将“腔体方向”指定为“向内”或“向外”。 使用“向内”腔体方向时,离切削模式中心最近的刀具一侧将确定“顺铣”或“逆铣”。使用“向外”腔体方向时,离切削区域边缘最近的刀具一侧将确定“顺铣”或“逆铣”。如下图所示:
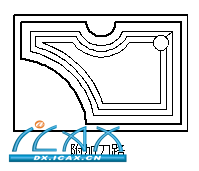
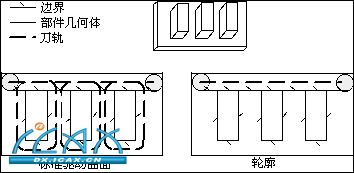
3.轮廓:轮廓铣创建一条或指定数量的切削刀路来对部件壁面进行精加工。它可以加工开放区域,也可以加工封闭区域。
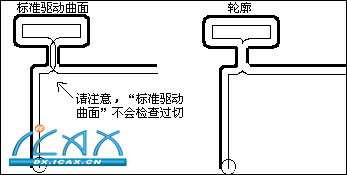
注:轮廓铣操作使用的边界不能自相交,否则将导致边界的材料侧不明确。 4.标准驱动:标准驱动(仅限平面铣)是一种轮廓切削方法,它允许刀准确地沿指定边界运动,从而不需要再应用“轮廓铣”中使用的自动边界修剪功能。通过使用自相交选项,您可以使用“标准驱动”来确定是否允许刀轨自相交。“标准驱动”不检查过切,因此可能导致刀轨重叠。使用“标准驱动”切削方法时,系统将忽略所有“检查”和“修剪”边界。
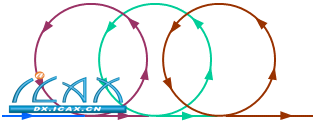
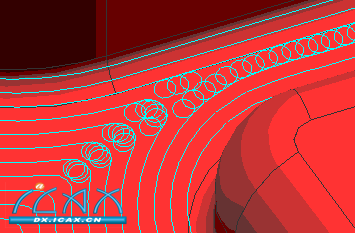
标准驱动与轮廓的比较 5.摆线:此模式采用回环控制嵌入的刀具。当需要限制过大的步距以防止刀具在完全嵌入切口时折断,且需要避免过量切削材料时,需使用此功能。在进刀过程中的岛和部件之间、形成锐角的内拐角以及窄区域中,几乎总是会得到内嵌区域,摆线切削可消除这些区域。刀以小的回环切削模式来加工材料;也就是说,刀在以回环切削模式移动的同时,也在旋转。 向外摆线切削是首选模式,它将圆形回环和流畅的跟随移动有效地组合在一起。
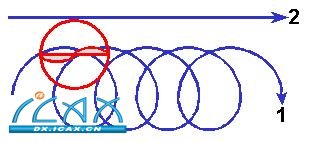
注:最小摆线宽度值必须大于 0。 向外摆线:刀按圆形回环模式移动,同时圆心沿轨迹 (1) 移动。在外观上看起来就像伸长的弹簧。光顺的跟随模式 (2) 向内切削区域。这是原有的模式,已很少使用,因为向外摆线切削有更多的优点。
注:对于向内摆线模式,步距必须小于刀轨宽度的三分之二。 |