笔筒设计加工 4.1 加工任务概述 利用图4-1所示的“福”字图片,通过MasterCAM的四轴加工功能得到笔筒造型。具体步骤如下: 1) 把图片中的“福”字转化成Mastercam可读入的Autodesk格式,或利用Mastercam9.1自带的功能,直接可以把图片格式转换成线条。 2) 经过编辑后,得到我们加工笔筒所需要的线条图形,再把图形缠绕在直径为φ95mm的圆筒上 3) 通过Mastercam的四轴加工功能得到笔筒造型。
图4-1 未编辑前的福字为图片格式 经过图片转换,再加上修饰花边,加工后即为如图4-2效果。
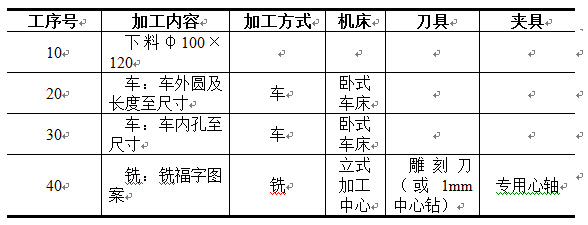
图4-2 经过图片转换、修饰后的加工效果 4.2 工艺方案 笔筒的加工工艺方案如表4-1所示。 4.2.1 工艺方案设计
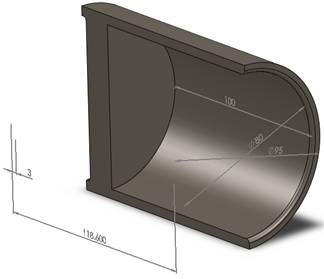
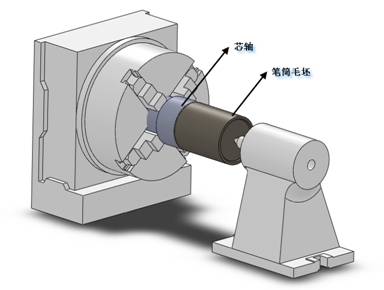
表4-1 笔筒的加工工艺方案 工序号 加工内容 加工方式 机床 刀具 夹具 10 下料φ100×120 20 车:车外圆及长度至尺寸 车 卧式车床 30 车:车内孔至尺寸 车 卧式车床 40 铣:铣福字图案 铣 立式加工中心 雕刻刀(或1mm中心钻) 专用心轴 笔筒毛坯如图4-3所示,材质为铝镁合金5050。在实际加工中,毛坯已没有夹持余量,不可能再用三爪夹持笔筒外圆的方法加工,但可设计一阶梯芯轴,用三爪夹持心轴,找正后,把笔筒套入芯轴,并用顶尖顶牢,由于实际加工过程中,切削力很小,笔筒内孔与芯轴之间为精密配合,顶尖顶牢后,预紧力完全满足加工切削力的要求。装夹方案设计如图4-4所示。
图4-3 笔筒毛坯半剖视图
图4-4 笔筒加工示意图 4.2.2 芯轴设计 经测量,笔筒的内孔直径为φ80.01mm,故芯轴直径选用φ80h5(  ),最小间隙为0.01mm,最大间隙为0.025mm,可以满足装配加工要求。芯轴设计方案如图4-5所示。 ),最小间隙为0.01mm,最大间隙为0.025mm,可以满足装配加工要求。芯轴设计方案如图4-5所示。
图4-5 芯轴设计图形 |