创建平面铣粗加工操作 -定义毛坯边界2
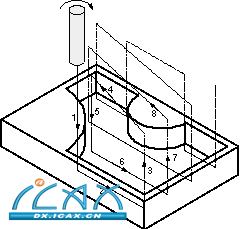
6.单向:可创建一系列沿一个方向切削的线性平行刀路。单向将保持一致的“顺铣”或“逆铣”,并且在连续的刀路间不执行轮廓铣,除非指定的“进刀”方法要求刀具执行该操作。刀具从切削刀路的起点处进刀,并切削至刀路的终点。然后刀具退刀,移刀至下一刀路的起点,并以相同方向开始切削。
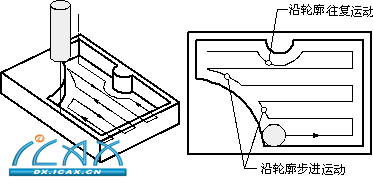
7.往复:往复创建一系列平行的线性刀路,彼此切削方向相反,但步进方向一致。这种切削类型可以通过允许刀具在步距间保持连续的进刀来最大化切削运动。在相反方向切削的结果是生成一系列的交替“顺铣”和“逆铣”。
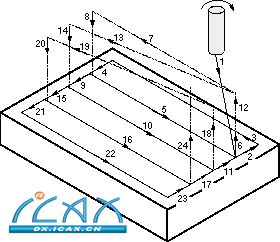
注:使用“往复”切削模式时,应打开“清壁”。这可确保系统不会将多余材料都留在部件的壁上,但这会在下一切削层中为刀具留下太多材料。 8.单向轮廓:创建的单向切削模式将跟随两个连续单向刀路间的切削区域的轮廓。 下图说明了“顺铣”的“单向轮廓”刀具运动的基本顺序。
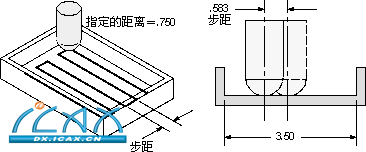
第五步:步距。两平行刀路之间的垂直距离称为步距。可以直接通过输入一个常数值或刀具直径的百分比来指定该距离,也可以间接地通过输入残余高度并使系统计算切削刀路间的距离来指定该距离。步距选项包括:1、恒定 2、残余高度 3、刀具直径 4、多个,四种方法,分别介绍各种步距方法的意思。
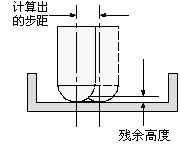
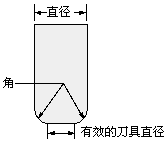
在上图中,用户指定的步距是 0.750,但系统将其减小为 0.583,以在宽度为 3.50 的切削区域中保持恒定步距。 2.残余高度:允许您指定残余高度(两个刀路间剩余材料的高度),从而在连续切削刀路间确定固定距离。系统将计算所需的步距,从而使刀路间的残余高度为指定的高度。由于边界形状不同,所计算出的每次切削的步距也不同。为保护刀具在移除材料时负载不至于过重,最大步距被限制在刀具直径长度的三分之二以内。
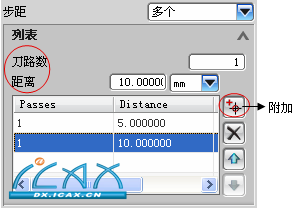
4.多个(可变):“可变”选项可以为往复、单向和“单向轮廓”创建步距,该步距能够调整以保证刀具始终与平行于单向和回转切削的边界相切。对于“跟随周边”、“跟随部件”、“轮廓铣”和“标准驱动”模式,“可变”允许您指定多个步距大小以及每个步距大小所对应的。
注:“可变”选项实质上定义了“轮廓铣”或“标准驱动”中使用的附加刀路。因此“附加刀路”选项将处于非活动状态。使用“轮廓铣”或“标准驱动”时为“附加刀路”输入的值不会影响到处理器的工作。 |